










 Spanish (pdf)
Spanish (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mail Cited by SciELO
Cited by SciELO  Similars in
SciELO
Similars in
SciELO 
 Permalink
PermalinkINTRODUCCIÓN
La industria textil es uno de los sectores productivos de mayor consumo de agua, consumiendo desde 30 a 150 L/kg material textil acabado1. Actualmente, las normativas medioambientales, la escasez y el encarecimiento del recurso hídrico obligan al ahorro de agua en los procesos textiles. Las tintorerías textiles aparte de consumir altos volúmenes de agua, generan efluentes con distintas concentraciones de colorantes y químicos, los cuales ocasionan impactos negativos al ambiente si no son gestionados adecuadamente antes de verterse al alcantarillado y posteriormente a los ríos y océanos.
Los colorantes reactivos son los más usados para el teñido del algodón y generan efluentes problemáticos debido al bajo poder de agotamiento y fijación en la fibra. El colorante no fijado se encuentra en altas concentraciones en los efluentes textiles2, por consiguiente, es un efluente no sólo difícil de tratar sino también de reusar.
Los procesos de oxidación avanzada son aquellos tratamientos terciarios que usan oxidantes (químicos) para reducir los niveles DQO/DBO, y para separar los componentes orgánicos y los componentes inorgánicos oxidables3. El método Fenton es uno de los tratamientos de oxidación avanzada que ha mostrado buenos resultados para la decoloración de colorantes azoicos4.
Se seleccionó el método Fenton para la decoloración ya que es uno de los procesos más económicos y efectivos, que consiste en la adición de sales de hierro en medio ácido para promover la descomposición catalítica del peróxido de hidrógeno en radicales hidroxilo HO•, los cuales son capaces de oxidar la materia orgánica y los compuestos inorgánicos, tales como sulfuros presentes en el agua residual5.
Entre los procesos textiles de mayor importancia se encuentra el ennoblecimiento textil que abarca: teñido, estampados y acabados. Entre los procesos previos al teñido tenemos uno de los más empleados en la industria textil: el blanqueo con peróxido de hidrógeno, que tiene por objetivo remover las impurezas, pigmentos naturales del sustrato y conferir una hidrofilidad que le permita al textil ser teñido sin inconvenientes. El enfoque del proyecto se basó en este proceso ya que es uno de los procesos fundamentales para cualquier tratamiento de teñido y/o ennoblecimiento textil.
PARTE EXPERIMENTAL
La parte experimental fue realizada en los laboratorios de las Escuelas Profesionales de Ingeniería Química e Ingeniería Textil de la Universidad Nacional de Ingeniería, debido al enfoque multidisciplinario de la investigación esta fue estructurada en dos etapas.
Primera etapa: Decoloración del efluente textil
Consistió en el tratamiento químico de los efluentes textiles, considerando como variable la dosificación del reactivo Fenton (Fe2+/H 0 ), y como parámetros fijos la velocidad de agitación (rpm) y la temperatura. Las características de los efluentes textiles reales (ER) provenientes del proceso de teñido con los colorantes reactivos Corafix Black SD (Black SD) y Corazol Black B 133% (Black 5) fueron las siguientes, DQO: 1337,5 mg/L y 3525,0 mg/L, pH: 11,46 y 12,60, respectivamente. Los espectros UV-vis de ambos efluentes se muestran en la figura 1, fueron obtenidos con un espectrofotómetro UV-visible Shimadzu 1601.
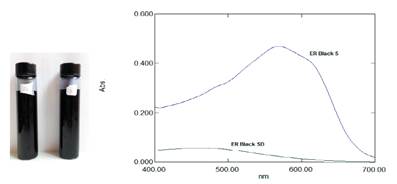
Figura 1 Izquierda. (a) Efluente real del colorante reactivo Corafix Black SD, (b) Efluente real del colorante reactivo Corazol Black B 133 %. Derecha. Espectros UV-vis de los efluentes reales (ER) de los colorantes Black SD y Black 5 diluidos 2:250.
La decoloración de los colorantes negros reactivos se realizó en medio ácido. La acidificación del efluente real a tratar se hizo con H2SO4 18M. En pruebas preliminares se comprobó la decoloración de los efluentes textiles simulados al aplicar el tratamiento Fenton a pH=2,83,4. Este pH sirvió como punto inicial para aplicar este tratamiento a los efluentes reales y ensayar el blanqueo de sustratos textiles con el efluente tratado. El pH fue ajustado hacia valores mayores hasta lograr un grado de blanco aceptable en sustratos textiles, encontrándose los siguientes valores óptimos: pH=3,70 para el colorante Black SD y pH=3,88 para el colorante Black 5.
La dosificación de reactivo Fenton (peróxido de hidrógeno grado industrial al 50 % y sulfato ferroso heptahidratado al 99,5 %) se determinó en base al DQO según Rodríguez et al.6. El efluente tratado se neutralizó con NaOH 9M a fin de formar y precipitar el hidróxido férrico, el cual fue separado mediante filtración al vacío.
Tratamiento óptimo
Se escaló hasta 200 mL de efluente textil real con peróxido de hidrógeno al 50 % de grado industrial, la velocidad de agitación fue de 150 rpm y tiempo de tratamiento de 90 min en un equipo agitador orbital. En la tabla 1 se muestra la caracterización antes del tratamiento y las tres dosis de reactivo Fenton ensayadas para los dos tipos de efluentes textiles reales con los colorantes reactivos. Para el efluente del colorante Black SD las pruebas preliminares A, B y C se denominaron PP1A, PP1B, PP1C; mientras que para el efluente del colorante Black 5 las pruebas 1, 2 y 3 se denominaron: P1, P2 y P3.
Tabla 1 Caracterización de los efluentes reales que contienen colorantes reactivos negros antes del tratamiento y dosificación del reactivo Fenton para 200 mL de efluente.
| Colorante Black SD | Colorante Black 5 | |||||
|---|---|---|---|---|---|---|
| PP1A | PP1B | PP1C | P1 | P2 | P3 | |
| pH inicial | 11,46 | 11,46 | 11,46 | 12,60 | 12,60 | 12,60 |
| Conductividad (mS) | 132,1 | 132,1 | 132,1 | 116,6 | 116,6 | 116,6 |
| ORP (mV) | -63,3 | -63,3 | -63,3 | -75,5 | -75,5 | -75,5 |
| pH acondicionado | 3,70 | 3,70 | 3.7 | 3,88 | 3,88 | 3,88 |
| Masa de FeSO4.7H20(g) | 1,00 | 0,292 | 0,280 | 0,23 | 0,47 | 0,75 |
| H202 50 % V/V (mL) | 20,00 | 18,70 | 14,00 | 18,70 | 18,70 | 18,70 |
| Sal de Fe (II) (g) / H2O2 (mL) | 0,050 | 0,0156 | 0,020 | 0,0123 | 0,0251 | 0,0401 |
Segunda etapa: Reúso
Se caracterizaron el efluente textil tratado por el tratamiento Fenton y el sustrato textil de algodón crudo. Se definió la receta y la curva de proceso para los ensayos de blanqueos con los efluentes tratados. Finalmente, estos sustratos blanqueados fueron comparados respecto al sustrato blanqueado con agua blanda, denominado blanco estándar, mediante normas y lecturas en el espectrofotómetro de reflectancia.
Caracterización del efluente tratado
Se determinaron las siguientes características de los efluentes tratados por el tratamiento Fenton: Residuos no volátiles (NVR), pH, dureza (ppm de Ca2+ y ppm de Mg2+) para cada uno de los efluentes provenientes de tinturas reactivas con los colorantes Black SD y Black 5. Estas características están ligadas al rendimiento del blanqueo de algodón y su evaluación permite asegurar la viabilidad del proceso de blanqueo a partir de estos efluentes tratados, esto se muestra en la tabla 2.
Tabla 2 Características de los efluentes textiles tratados antes de su aplicación en procesos de blanqueo.
| Procedencia del efluente | Residuos no volátiles (NVR) | Ph | Dureza (ppm) | Fe (ppm) |
|---|---|---|---|---|
| Corazol negro B 133 % (Black 5) | 11,55 | 7,50 | 11,37 | 5,63 |
| Corafix negro SD (Black SD) | 11,10 | 7,32 | 10,53 | 3,77 |
Caracterización del sustrato textil
Se seleccionó un sustrato estándar de fibra celulósica: tejido crudo de ligamento jersey, título 30/1 Ne, de composición 100 % algodón y gramaje 141 g/m2. En la tabla 3 se muestran las características del tejido crudo que se usó en las pruebas de blanqueo a nivel laboratorio con agua blanda y con el efluente tratado con reactivo Fenton.
Proceso estándar de blanqueo químico del algodón
Se determinó la receta del blanqueo de algodón por agotamiento, tabla 4, la cual fue usada en todos los ensayos.
Tabla 4 Receta del proceso blanqueo químico del algodón por agotamiento.
| Producto | Función | Concentración | |
|---|---|---|---|
| Blanqueo químico (98°C, 45 min): | |||
| Goldpal DNF-EL | Detergente /Humectante | 1,00 g/L | |
| Goldwhite SB2 | Estabilizador de H2O2 | 2,00 g/L | |
| Peróxido de hidrógeno 50 % | Agente oxidante | 4,00 % | |
| Hidróxido de sodio 50°Be | Álcali | 2,00 g/L | |
| Neutralizado (50°C, 10 min): | |||
| Ácido acético 100 % | Ácido | 1,00 g/L | |
| Eliminación de residual de peróxido de hidrógeno (40°C, 10 min): | |||
| Goldgreen BIO-P | Degradación del oxidante | 1,00 % | |
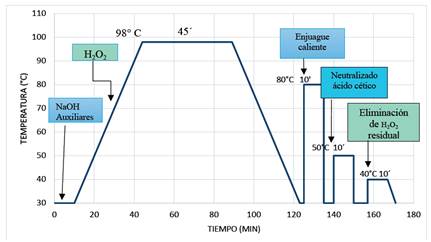
En la figura 2 se detalla la curva estándar del proceso de blanqueo químico para el algodón usado tanto para el blanco estándar como para los blanqueos con los efluentes textiles tratados.
Se realizaron las pruebas del proceso de blanqueo por agotamiento en la máquina de teñido con agitación vertical con glicerina como medio de calentamiento ubicada en el Laboratorio 24. Posteriormente se evaluó el blanqueo estándar y los blanqueos a partir de los efluentes textiles tratados en la cabina de luces de manera visual bajo luz D65 e instrumentalmente con el espectrofotómetro de reflectancia Datacolor SF 550. Se evaluaron características físicas tales como: igualación, hidrofilidad, capilaridad.
RESULTADOS Y DISCUSIÓN
Decoloración con método Fenton
Las pruebas preliminares de decoloración de los efluentes textiles simulados mediante el método Fenton, permitieron establecer un punto de partida para los ensayos de decoloración de los dos efluentes reales de tinturas de celulosa con colorantes reactivos usados en la industria textil: Black SD y Black 5. Al realizar los ensayos de blanqueo con los efluentes reales tratados a pH=2,83,4 se obtuvo un grado de blanco Berger no satisfactorio en los sustratos celulósicos comparados con el blanco estándar con agua blanda (76,61°Be). Tomando en cuenta la experiencia de otros autores9,10,13 se ajustó el pH a valores mayores y se encontró los siguientes valores óptimos: pH=3,70 y pH=3,88 para Black SD y Black 5 respectivamente. En la tabla 5 se listan seis investigaciones con valores de pH>2,8 para tratamientos Fenton aplicados a colorantes reactivos donde se lograron resultados aceptables en la remoción del color y en la reducción de la DQO.
Tabla 5 Colorantes reactivos para celulosa tratados con el reactivo Fenton a distintos valores de pH óptimos.
| Colorante | pH óptimo | Fuente |
|---|---|---|
| Amarillo 160, Azul 81, Rojo 190 | 3,50 | Terán, Posligua & Banchón, 2015 8 |
| Reactive Black 5 | 3,0-3,5 | Meric, Kaptan & Olmez, 2004 9 |
| Reactive Black 5 | 4,00 | Ribeiro, Andrade & Toshio, 201510 |
| Reactive Blue 15 | 3,15 | Clemente, 200811 |
| Reactive Blue, Sunfix Ruby, Yellow | 3,50 | Gutierrez, 201512 Reactive Black 5 |
| Reactive Black 5 | 3,00 | Lucas & Peres, 2006 13 |
Se puede decir que al ser un efluente textil real un sistema multicomponente, el valor recomendado de pH=2,8 para evitar la formación y precipitación del Fe(OH)3 no es necesariamente el mejor, pues pueden hallarse algunos componentes que estabilicen a la especie Fe3+ a pH mayores. En el caso de hierro inmovilizado en films de acetato de celulosa del grupo de Ribeiro10 se alcanzó un pH=4 sin precipitación de Fe(OH) . Realizar el tratamiento Fenton a pH mayores que 2,8 es ventajoso para los casos en estudio porque al llevarlos a la escala industrial significaría un ahorro de reactivos en el proceso de acondicionamiento de los efluentes textiles cuyo pH inicial es mayor que 11.
Se procedió a la neutralización y filtración de los efluentes textiles tratados para retirar las especies de hierro, indeseables en el blanqueo químico de fibra celulósica. Se notó un color amarillo pálido en el efluente real tratado del colorante Black 5, mas no en el colorante Black SD, esto podría estar asociado al mayor contenido de hierro remanente luego de la precipitación por neutralización (ver tabla 2). En la tabla 6 se muestra la caracterización de los efluentes tratados según las condiciones óptimas de pH y dosificación de reactivo Fenton. Se puede observar que los valores de ORP son positivos lo que está en relación con el poder oxidante del peróxido de hidrógeno remanente.
Tabla 6 Caracterización de los efluentes reales después del tratamiento Fenton (90min), luego de neutralizar y filtrar.
| Prueba Black SD | Prueba Black 5 | |||||
|---|---|---|---|---|---|---|
| PP1A | PP1B | PP1C | P1 | P2 | P3 | |
| pH final (neutralizado) | 7,32 | 7,32 | 7,32 | 7,02 | 7,27 | 7,44 |
| Conductividad (mS) | 120,4 | 117,5 | 117,7 | 118,9 | 123,5 | 126,8 |
| ORP (mV) | 261,6 | 250,8 | 165,6 | 84,2 | 312,7 | 294,9 |
También se obtuvieron los espectros UV-visible que se muestran en las figuras 3 y 4, colorante Black 5 y Black SD, respectivamente. Se apreció una notable disminución de la absorbancia al comparar los espectros UV-vis del colorante Corazol Black B 133 % (Black 5) antes y después del tratamiento de decoloración (figura 1 derecha y figura 3), esto a causa del rompimiento de enlaces por la oxidación de la materia orgánica. El punto óptimo de tratamiento se asignó al de mínima absorbancia, que fue la prueba P2 (figura 3) con una relación de reactivo Fenton (sal de Fe (II) (g) / H2O2 (mL)) de 0,0251 g/mL a un pH acondicionado de 3,88.
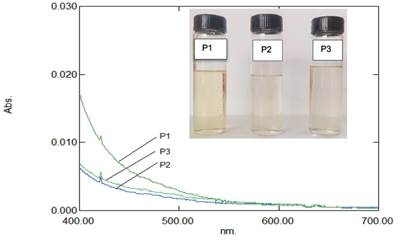
Figura 3 Espectros UV-vis del efluente real después del tratamiento Fenton del colorante Corazol Black B 133 % (Black 5) para las pruebas P1, P2, P3 diluidos 2:25, respectivamente.
En la figura 4 del análisis del espectro obtenido del colorante Corafix Black SD (Black SD) después del tratamiento de decoloración y en comparación con su espectro inicial (figura 1, derecha), también se observó una disminución apreciable de la absorbancia llegando a valores menores al 0,01 en el rango visible, resultando óptimo el tratamiento con una relación de reactivo Fenton (sal de Fe(II) (g) / H2O2 (mL)) de 0,0156 g/mL, correspondiente a la prueba PP1B a un pH acondicionado de 3,70.
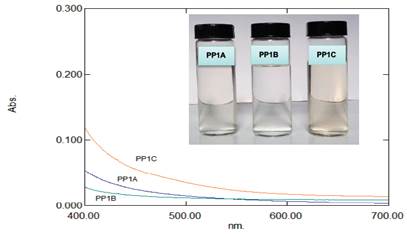
Figura 4 Espectros UV-vis del efluente real después del tratamiento Fenton del colorante Corafix Black SD (Black SD) usando H2O2 50 % industrial para las pruebas PP1A, PP1B, y PP1C.
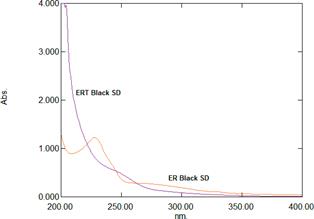
Se observa en la zona ultravioleta de las figuras 5 y 6, un cambio en el perfil del espectro de los efluentes reales tratados respecto a los iniciales y la existencia de un pico remanente después del tratamiento Fenton en las condiciones óptimas. Se infiere que hay una mineralización incompleta, esto debido a que existe la inhibición del Fe(III) con H202, lo que dificulta la formación de •OH, pudiéndose formar complejos de iones de hierro cuando se alcanzan pH menores a 2,5 al terminar el tratamiento.3,4
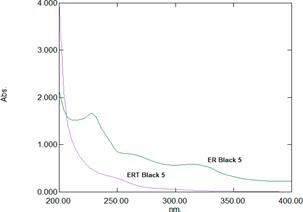
Figura 5 Espectros UV-vis del efluente real antes (ER Black 5 diluido 2:250) y después del tratamiento (ERT Black 5 diluido 2:25) Fenton del colorante Corazol Black B 133 %.
Reúso de efluentes en procesos de blanqueo químico por agotamiento
Posterior al proceso de blanqueo químico a partir efluentes reales tratados con diferentes dosis del proceso Fenton se obtuvieron los siguientes resultados para el blanqueo a partir de efluentes decolorados del colorante Black 5 que se muestran en la tabla 7. Las pruebas de blanqueo Pi N°1 y Pi N°2 fueron las pruebas iniciales a partir de un volumen de 50 mL. En el tercer grupo de pruebas se realizó un blanqueo con la dosificación Fenton ajustada de 0,0251 g/mL, según la tabla 1, para el colorante Black 5. Para demostrar su reproducibilidad se repitió 3 veces el mismo blanqueo y se evidenció que fue la mejor dosificación al obtener el tejido de algodón con el mejor grado de blanco (73,41°Be) y se le denominó prueba Pi*N°3.
Tabla 7 Grado de blanco Berger (°Be) de los tejidos de algodón blanqueados a partir de efluentes textiles decolorados del Corazol Black B 133 % (Black 5) y el blanco estándar.
| Prueba | L | C | h | Grado de Blanco (°Be) |
|---|---|---|---|---|
| Estándar | 93,23 | 6,24 | 90,76 | 76,61 |
| Pi N°1 | 83,38 | 8,11 | 75,02 | 54,36 |
| Pi N°2 | 83,38 | 8,11 | 75,02 | 50,04 |
| Pi*N°3 | 92,26 | 3,39 | 95,01 | 73,41 |
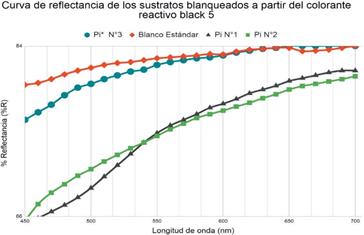
Se obtuvieron las gráficas de las curvas espectrales de reflectancia a lo largo del rango de longitud de onda del espectro visible para las pruebas iniciales (Pi) ensayadas en un volumen de 50 mL a partir de una dosificación inicial de Fenton, la cual no dio resultados positivos ya que persistió la coloración en el agua tratada. No se logró el grado de blanco y los resultados de capilaridad e hidrofilidad fueron mínimas en los tejidos y casi inexistentes ya que un textil al ser sometido a un proceso de blanqueo tan enérgico como éste debió presentar propiedades óptimas de capilaridad e hidrofilidad. La dosificación Fenton ajustada dio un mejor grado de blanco y un acercamiento al color del blanco estándar, esto se puede apreciar en la curva de reflectancia mostrada en la figura 7, determinándose al tejido blanqueado prueba Pi*N°3 como el más próximo al blanco estándar.
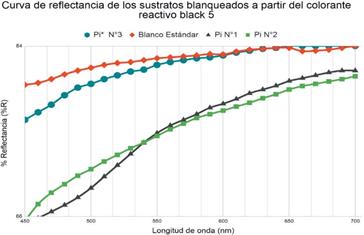
Figura 7 % Reflectancia vs. Longitud de onda (nm) de los tejidos de algodón blanqueados a partir de efluentes decolorados del colorante reactivo Corazol Black B 133% (Black 5) y el blanco estándar.
Posterior al proceso de blanqueo a partir efluentes reales decolorados del colorante Black SD tratados con diferentes dosis de Fenton se obtuvieron sustratos textiles blanqueados mostradas en la tabla 8. La muestra textil denominada PP B es la que presenta el mejor grado de Blanco (74,73°Be) y se obtuvo con el efluente tratado con dosificación Fenton ajustada de 0,0156 g/mL según la tabla 1 para el colorante Black SD.
Tabla 8 Grado de blanco Berger (°Be) de los tejidos de algodón blanqueados a partir de efluentes textiles decolorados del Corafix Black SD (Black SD) y el blanco estándar.
| Prueba | L | C | h | Grado de Blanco (°Be) |
|---|---|---|---|---|
| Estándar | 93,23 | 6,24 | 90,76 | 76,61 |
| PPi 1 | 80,44 | 8,99 | 89,33 | 61,26 |
| PPi 2 | 90,43 | 5,24 | 85,37 | 63,09 |
| PP B | 92,93 | 6,26 | 90,78 | 74,73 |
Finalmente, se obtuvieron las curvas espectrales de reflectancia de los blanqueos a partir de efluentes textiles reales decolorados del colorante reactivo Black SD y del blanco estándar que se muestran en la figura 8. Se observa que la PP B es la muestra textil más parecida en color al blanco estándar.
Evaluación de calidad de los tejidos blanqueados
Se repitieron las pruebas de blanqueo y se realizó el control de calidad según las normas internacionales que son aplicadas en las empresas textiles peruanas para determinar otras características, incluso más importantes que el grado de blanco como: la hidrofilidad, que se aprecia en la figura 9, capilaridad, mostrada en la figura 10 y la tabla 9, que determinaron que el proceso de blanqueo fue efectivo para la remoción de impurezas, ceras y/o aceites.
Figura 9 Resultados de la prueba de hidrofilidad (Norma AATCC 79-2014) del Blanqueo estándar vs. Blanqueos a partir de efluentes tratados de colorante reactivo Black 5 y efluentes de colorante reactivo Black SD en las pruebas con resultados óptimos.

Figura 10 Capilaridad (Norma AATCC 197-2013) de la tela blanqueada estándar vs. Blanqueos con efluentes Black 5 y Black SD con resultados óptimos.
CONCLUSIONES
La decoloración de los efluentes textiles reales mediante el método Fenton es una propuesta viable para tratar estos efluentes de tinturas con colorantes reactivos y su posterior reúso en procesos de blanqueo químico con características similares en capilaridad e hidrofilidad y con respecto a tono, para los dos tipos de efluentes se obtuvieron valores óptimos similares al blanqueo estándar.
El método Fenton es eficaz para el tratamiento de estos tipos de colorantes reactivos, siendo 0,0156 g/mL y 0,0251 g/mL las relaciones óptimas del reactivo Fenton en un tiempo de reacción de 90 min, con pH óptimos de tratamiento de 3,70 y 3,88 para los efluentes textiles provenientes de teñido con colorantes Corafix Black SD (Black SD) y Corazol Black B 133 % (Black 5), respectivamente.
El tejido celulósico blanqueado a partir de efluentes textiles reales del colorante Black 5 decolorados con el método Fenton, tuvo un tiempo de hidrofilidad de 12 segundos, capilaridad de 14 cm a los 30 minutos y un grado de blanco de 73,41 °Be, similar al blanqueo estándar con agua blanda (76,61 °Be). Por lo tanto, el grado de blanco de los sustratos textiles celulósicos no se altera usando baños tratados con las dosificaciones óptimas de Fenton aún si el tratamiento no completó la mineralización del efluente.
Asimismo, con los efluentes textiles reales del colorante Black SD se obtuvo un tejido celulósico blanqueado con propiedades similares al obtenido con los efluentes textiles reales del Black 5.
Por lo tanto, se puede inferir que un teñido a partir de estos sustratos textiles blanqueados con efluentes reales decolorados con el método Fenton darían resultados similares a teñidos a partir de sustratos blanqueados con agua blanda.

