










 Spanish (pdf)
Spanish (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mail Cited by SciELO
Cited by SciELO  Similars in
SciELO
Similars in
SciELO 
 Permalink
PermalinkINTRODUCCIÓN
Muchas son las industrias que generan aguas residuales que afectan la calidad del agua. Una de ellas es la industria textil de la ciudad de Arequipa, que en su proceso de lavado genera aguas residuales que contienen alto contenido de materia orgánica y sales inorgánicas, así como elevada DBO5 (demanda bioquímica de oxígeno), DQO (demanda química de oxígeno), grasas, sulfuros, y otros que dañan el sistema de alcantarillado, canales de regadío, generando riesgo potencial a la salud de las personas si se vierten sin tratamiento alguno1.
El efluente textil es uno de los tipos de aguas residuales más peligrosas para el medio ambiente y la salud humana cuando se descarga sin el tratamiento adecuado2. Esta industria consume grandes volúmenes de agua, aproximadamente 100 litros de agua por kilogramo de tela teñida3,4.
Una de las alternativas para la mitigación de los efluentes de la industria textil de lana es la aplicación de tratamientos efectivos de bajo coste. El tratamiento fisicoquímico de coagulación-floculación es un método alternativo frente a otros tratamientos que generan mayores gastos a las empresas, elevando los costos de producción en el tratamiento de sus aguas residuales5,6.
Enríquez7, planteó una tecnología combinada de tratamiento anaerobio usando un reactor anaerobio de flujo ascendente y un reactor insuflado con aire, para tratar aguas procedentes del lavado de lana de oveja de la industria textil. Luego de combinar los dos tratamientos se obtuvieron porcentajes de remoción de 87,05% demanda bioquímica de oxígeno DBO5; 85,04 % demanda química de oxígeno DQO; 88,52 % sólidos totales suspendidos SST y 89,75% aceites y grasas, cumpliendo con la normativa de la descarga de efluentes industriales. Se estudió el tratamiento de aguas residuales textiles a escala de laboratorio con los procesos: coagulación-floculación, biológico anaerobio y biológico aerobio, teniendo como resultado una remoción de más del 50 % de los parámetros de DQO total, DQO soluble, DBO5 y color. Se observó que el coagulante Roquat-ATR produce una mejora en la eliminación de DQO, color y turbidez frente al cloruro ferroso8.
En la ciudad de Arequipa la mayoría de empresas de la industria textil no realizan el tratamiento adecuado a sus efluentes, motivo por el cual nuestro objetivo para la presente investigación fue evaluar el tratamiento fisicoquímico de los efluentes de lavado de lana provenientes de una industria textil de la ciudad de Arequipa con la finalidad de cumplir con los valores máximos admisibles (VMA) utilizando coagulante tricloruro férrico al 40 % y floculante polímero MT-FLOC 4299 al 0,1 %.
PARTE EXPERIMENTAL
Muestras de efluente textil
Se tomaron muestras compuestas de la matriz del agua residual de la industria textil ubicada en el parque industrial de Arequipa del proceso de lavado de lana por un tiempo de 24 horas. Se preservaron para análisis posterior de acuerdo al protocolo de monitoreo de efluentes aprobado por la RM N° 026-2000-ITINCI/DM9.
Se determinaron los parámetros físico-químicos DQO, DBO5, TSS, aceites y grasas10,11,12,13establecidos en el anexo 1 que recomienda la norma vigente DS N° 010-2019-VIVIENDA14 en el efluente.
Proceso de coagulación-floculación
Antes de empezar las pruebas experimentales con el efluente se procede a homogenizar la muestra con un agitador tipo mariposa por 10 minutos, según se indica en la figura 1.

Figura 1 (a) Muestra de efluente textil. (b) Homogenización de la muestra. Fuente: Elaboración propia.
Figura 2 (a) Detección de inhibidores. (b) Carga del efluente en equipo de prueba de jarras. Fuente: Elaboración propia.
En la figura 2 se muestra la detección de aceites y grasas como posibles inhibidores de la coagulación - floculación, y el llenado del efluente textil en el equipo de prueba de jarras.
La muestra textil se caracterizó antes de realizar la prueba de jarras: temperatura 22,6°C, pH promedio 7,65 y turbidez en el rango de 200 a 800 NTU.
Para determinar el rango de dosis óptima del coagulante y floculante se realizaron pruebas preliminares durante dos semanas con tres repeticiones al día, contabilizando un total de 30 repeticiones en la prueba de jarras modelo Phipps & Bird digital programable.
Se ajustó la velocidad de las paletas de la prueba de jarras a 50 rpm para uniformizar la muestra. Después se dosificó el coagulante tricloruro férrico al 40 % a diferentes concentraciones con un tiempo de mezcla rápida de un minuto a 200 rpm según se indica en la tabla 1.
Tabla 1 Dosificación preliminar de coagulante, FeCl3 a 200 rpm.
| Concentración | Tratamientos | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | |
| FeCl3 40% (mg/L) | 120 | 160 | 200 | 240 | 280 | 320 |
Fuente: Elaboración propia.
Para estos seis tratamientos preliminares se redujo la velocidad de agitación de las paletas a 40 rpm por 15 minutos observando el tamaño de formación del flóculo.
En la figura 3. (a) y (b) se observan los dosificadores y flóculos mediante el índice de Willcomb, dejando sedimentar por 10 minutos.
Figura 3 (a) Tamaño de flóculo y dosificadores. (b) Formación del coágulo. Fuente: Elaboración propia.
Para la determinación de la turbidez residual del agua decantada, se tomó la muestra directamente de los grifos de cada jarra y se expresaron en unidades nefelométricas de turbidez (NTU)15,16. Se realizó la caracterización de los parámetros fisicoquímicos del agua tratada17, figura 4 (a) y (b).
Figura 4 (a) Toma de muestra para determinación de turbidez y parámetros fisicoquímicos. (b) Agua tratada. Fuente: Elaboración propia.
Después de determinar la dosis óptima del coagulante18, bajo las condiciones operacionales (número de líneas y tipo de compósito) se decidió extender el rango de coagulante y las concentraciones de floculante como se muestra en la tabla 2 manteniendo el sistema a 200 rpm/min y 40 rpm/15 min. En la tabla 2 se observan las concentraciones de coagulante y floculante propuestas.
Tabla 2 Dosis del coagulante: FeCl3 al 40 % y floculante: MT-FLOC.
| Concentración | Tratamientos | ||
| 1 | 2 | 3 | |
| Coagulante: FeCl3 40 % | |||
| (mg/L) (Concentración) | 200 | 220 | 240 |
| (mL) (Volumen) | 0,5 | 0,55 | 0,6 |
| Floculante 0,1% (mg/L) | |||
| (Concentración) | 0,4 | 0,8 | 1,2 |
| (mL) (Volumen) | 0,2 | 0,4 | 0,6 |
En la figura 5 se muestra los tratamientos por duplicado para dosis de coagulante y floculante (mL) (volumen).
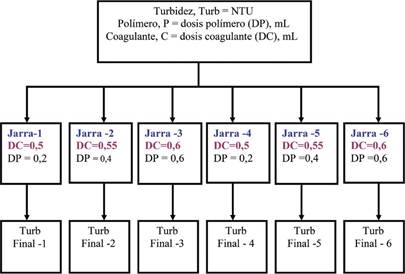
Figura 5 (a) Detección de inhibidores. (b) Carga del efluente en equipo de prueba de jarras. Fuente: Elaboración propia.
En la figura 5 se observa un esquema de los tratamientos por duplicado, para las dosis de coagulante y floculante. Para cada dosis de floculante se realizaron cuatro repeticiones trabajando con tres dosis de coagulante óptimo en rango amplio.
Se trabajó en bloques y se observó que la dosis de rango amplio de coagulante manifestaba un mismo comportamiento, por lo que se tomó 0,5 mL como dosis óptima de coagulante. Con la dosis óptima se decidió ensayar las tres dosis (0,4; 0,8 y 1,2 mg/L) del floculante MT- FLOC 4299 como se indicó en la tabla 2.
La figura 6 muestra el rango de turbidez inicial del efluente de lavado de lana medido durante un periodo de 24 horas.
RESULTADOS Y DISCUSIÓN
Determinación de dosis óptima del coagulante
La muestra de agua residual de lavado de lana mostró valores de turbidez en el rango de 200 a 800 NTU. Se evaluó el efecto que ejerce el coagulante durante dos semanas. Previo al tratamiento estadístico se realizó un análisis exploratorio con datos de turbidez menor, igual o mayor a 600 NTU. En la figura 7 se observa que el rango óptimo de la dosis del coagulante se encuentra entre los valores de 0,5 mL y 0,6 mL.
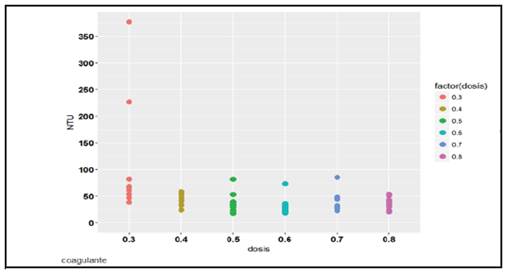
Las comparaciones múltiples indican que existe un efecto similar en la reducción del nivel de turbidez cuando la dosis de coagulante es mayor que 0,5 mL (200 mg/L).
Dosis óptimas floculante y coagulante
El tratamiento estadístico fue en bloques (figura 8), ya que se extendió la dosis óptima de coagulante a 0,5 - 0,55 y 0,60 mL equivalente a 200; 220 y 240 mg/L con las dosis de floculante 0,2; 0,4 y 0,6 mL equivalente a 0,4; 0,8 y 1,2 mg/L (tabla 2).
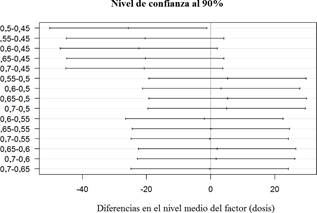
En la figura 8 se muestra que la mayoría de comparaciones múltiples tienen el mismo comportamiento para el nivel de turbidez, excepto para la comparación de 0,5-0,45 según la prueba de Tukey.
Según la prueba estadística, las dosis adecuadas fueron de 200 mg/L de coagulante y 0,8 mg/L de floculante, obteniendo la mayor remoción para las aguas industriales de la industria textil.
La tabla 3 muestra parámetros medidos tanto para el efluente y para el agua tratada. Observamos que la demanda bioquímica de oxígeno y la demanda química de oxígeno, aceites y grasas manifiestan un alto grado de disminución, logrando un tratamiento eficiente con el coagulante y floculante evaluado 18,19. Se formó una cantidad mínima de espuma que no interrumpió el tratamiento. La medición de los sólidos suspendidos totales TSS nos indicó la eficiencia de la remoción y la medición de aceites y grasas 17. Se determinó la presencia de inhibidores que fueron también removidos con el tratamiento realizado.
Tabla 3 Dosificación preliminar de coagulante, FeCl3 a 200 rpm.
| AGUA RESIDUAL | AGUA TRATADA | VMA | ||
|---|---|---|---|---|
| Parámetros | Unidad | Resultado | Resultado | Normativa |
| Peruana | ||||
| Parámetros Físico Químicos | ||||
| Temperatura | ºC | 22,6 | 22,4 | - |
| pH | pH | 7,65 | 6,90 | - |
| Turbidez | NTU | 526,96 | 57,97 | |
| Sólidos Totales Suspendidos | mg/L | 608 | <2,5 | 500 |
| Sólidos Sedimentables | mL/L/h | 3,0 | <0,1 | - |
| Parámetros Inorgánicos No Metálicos | ||||
| Cianuro Total | mg/L | 0,0087 | 0,0021 | 1 |
| Nitrógeno Amoniacal | mg/L | 10,9 | 9,63 | |
| Sulfuros | mg/L | 0,0136 | 0,0107 | |
| Aniones por Cromatografía Iónica | ||||
| Sulfatos, SO4 2- | mg/L | 295 | 278 | |
| Parámetros Orgánicos | ||||
| Aceites y Grasas | mg/L | 51,9 | 7,8 | 100 |
| Demanda Bioquímica de Oxígeno | mg/L | 619 | 108 | 500 |
| Demanda Química de Oxígeno | mg/L | 1407,9 | 290,6 | 1000 |
| Metales | ||||
| Cromo Hexavalente | mg/L | <0,001 | <0,001 | 0,5 |
Fuente: Elaboración propia.
CONCLUSIONES
La dosis óptima del coagulante FeCl3 al 40 % fue de 200 mg/L y del floculante MT-FLOC de 0,8 mg/L, que fue determinante en la formación de flóculos más pesados, dando lugar a un incremento de la velocidad de sedimentación, obteniéndose una remoción del 84,97 % de grasas, 82,55 % de DBO5, el 79,36 % de DQO y el 99,60 % de sólidos totales suspendidos. Es factible aplicar el tratamiento de coagulación-floculación en agua residuales de lavado de lana para disminuir los parámetros antes mencionados cumpliendo con la normativa, DS N° 010-2019- VIVIENDA.

