











 Español (pdf)
Español (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por email Citado por SciELO
Citado por SciELO  Similares en
SciELO
Similares en
SciELO 
 Permalink
PermalinkINTRODUCCIÓN
A nivel mundial, la producción de plásticos en el 2017 alcanzó los 348 millones de toneladas, volumen superior en 3,8% respecto a lo registrado en el 2016. Conforme a los datos publicados por la Sociedad Nacional de Industrias, en un reporte sectorial del 2019, Perú ha aumentado en 4,5% la producción de plásticos, siendo únicamente superado por Colombia en un 0,3%, en base a los países que conforman la Alianza del Pacífico20. En el Perú, se utiliza al año aproximadamente 30 kg de plástico por ciudadano, en promedio; siendo el volumen total anual cerca de 3 mil millones de bolsas plásticas mientras que a nivel de Lima Metropolitana y Callao se generan 886 toneladas de residuos plásticos al día, lo que representa el 46% a nivel nacional15. Debido a esta problemática, una de las herramientas es concentrar mayor inversión en innovación para la generación de productos de plásticos que sean más sostenibles, en tal sentido, se contempla como estrategia, el uso de bioplásticos como biopelículas generalmente desarrolladas con carbohidratos, proteínas, grasas y otros biopolímeros, representando una de las alternativas más prometedoras en comparación a los polímeros sintéticos como materiales de embalaje, contribuyendo así al impulso para reducir el consumo los plásticos comunes17.
La producción de bioplásticos inteligentes ha recibido mucha atención por parte de la comunidad científica, ya que, estos materiales informan a los consumidores sobre el estado de los alimentos perecederos, advierten sobre la presencia de contaminantes, y/o alimentos adulterados. Esta sería una forma de reducir la gran cantidad de alimentos que los consumidores descartan y que podrían alimentar a todos las personas que actualmente padecen hambre en el mundo11. Dentro de las alternativas para la producción de bioplásticos, el almidón es una materia prima base para el desarrollo de productos comestibles siendo la producción de biopelículas un área bastante explorada debido a su amplia disponibilidad, bajo costo, no toxicidad, renovabilidad, biodegradabilidad y capacidad para ser procesadas por equipos actualmente disponibles en las industrias de polímeros y alimentos24. Sin embargo, las biopelículas basadas en almidón poseen dos inconvenientes principales: la hidrofilia y la fragilidad que aún deben superarse, antes de ser aplicadas ampliamente como materiales de envasado de alimentos22. Por tal motivo, se proponen alternativas para mejorar las propiedades de las películas de almidón como, por ejemplo: la modificación del almidón nativo, el uso de diferentes plastificantes, mezcla de almidón con otros polímeros naturales o sintéticos, el uso de aditivos alimentarios y la adición de nano rellenos naturales o modificados.
Tal como se menciona, la formulación de biopolímeros con almidón, plastificantes y aceites esenciales ha continuado el desarrollo de investigaciones con el fin de mejorar las propiedades de las biopelículas de almidón. Estas mezclas, según las características de sus constituyentes, pueden ofrecer cualidades mejoradas en sus propiedades de barrera como la permeabilidad al vapor de agua, propiedades mecánicas y de color1. Sin embargo, para ser comercializados son necesarios más estudios enfocados en la producción de envases y embalajes alimentarios- biodegradables y seguros, eliminando las barreras que limitan su uso y aplicación.
La justificación del presente estudio radica en la sustitución de plásticos derivados de petróleo, una opción distinta a lo convencional que viene dada por el desarrollo de biopelículas utilizando almidón de maíz y de papa, considerados como dos de los polisacáridos más comerciales, comúnmente encontrados en diferentes fuentes vegetales y también por sus óptimas propiedades para formar biopelículas; así como el uso de sorbitol como plastificante natural que modifica las propiedades mecánicas para obtener películas con mayor flexibilidad y menos quebradizas y aceite esencial de orégano para inhibir el crecimiento bacteriano de Staphylococcus aureus y Bacillus cereus.
PARTE EXPERIMENTAL
Elaboración de las biopelículas
La elaboración de biopelículas se realizó mediante el método de casting o moldeo, se prepararon concentraciones de 4% p/p de almidón, considerando las proporciones 0M:100P, 25M:75P, 50M:50P, siendo “M” de almidón de maíz y “P” de almidón de papa, respectivamente. La mezcla de almidones se disolvió en una fracción de agua fría, y luego se trasvasó a un matraz que contenía la fracción restante de agua caliente. La solución formadora de biopelícula (SFB) se llevó a agitación constante en el agitador magnético (C-MAG, IKA, USA), según la temperatura de proceso (85°C, 95°C) a una velocidad de 600 RPM, manteniendo constante la temperatura de gelatinización durante 1 h, posteriormente se adicionó el plastificante sorbitol al 60% y 80% del peso total del almidón (p/p de almidón) y se mantuvo bajo las mismas condiciones de temperatura y agitación durante 30 min más. Luego, la SFB fue sonicada por 10 min a 40 °C. Por otro lado, se preparó una solución de gelatina comercial al 2% p/v a 40°C. La nueva mezcla se conformó de SFB y gelatina en una proporción de 95:5. Se adicionó 0%, 1% y 2,5% de AEO y se homogenizó a 13500 RPM por 1 min y a 20500 RPM por 3 min, terminada la homogenización, la SFB se colocó nuevamente en el sonicador durante 10 minutos a 40° C para eliminar las burbujas.
Extracción del aceite esencial de orégano
Se utilizó 5 kg de hojas secas de orégano (Origanum vulgare), seleccionando hojas sin magulladuras, manchas oscuras, decoloradas y presencia de impurezas. La extracción del aceite se realizó con incorporación de agua en una relación agua: materia prima de 1: 6 mediante la técnica de hidrodestilación por un período de 2 horas por cada batch. El proceso de extracción se inició cuando el vapor producido por la ebullición del agua, entró en contacto con las hojas de orégano, arrastrando el aceite esencial hacia el condensador, mediante intercambio de calor, produciendo el denominado hidrolato (mezcla de vapor condensado y aceite esencial). Para la separación de aceite esencial del hidrolato, se utilizó el método de decantación. El aceite esencial orégano (Origanum vulgare) fue envasado en recipientes de vidrio de color ámbar y almacenado en refrigeración a 4 °C.
Metodología experimental
Se utilizó un diseño factorial multinivel 2x2x3 conformado por 2 concentraciones de sorbitol, 2 temperaturas de proceso y 3 proporciones de almidón de maíz y papa. Se consideró conveniente codificar los niveles de las proporciones de almidón de maíz y de papa con valores de 0, 25 y 50 correspondientes a las proporciones de almidón de maíz en la mezcla. La selección de los niveles en cada factor se decidió en base a la literatura científica y con experimentos preliminares. La resistencia a la tracción-RT y elongación-E fueron las variables respuesta.
El diseño factorial 2x2x3 consistió de 12 tratamientos con 1 réplica, obteniendo aleatoriamente 24 corridas experimentales como se muestra en la Tabla 1. Todos los análisis estadísticos se realizaron utilizando el programa Statgraphics 18. Se utilizó el análisis de varianza para verificar la significancia de las variables en estudio. Las variables independientes con valor de probabilidad p del estadístico F (prob > F) menores al nivel de significancia (α = 0,05) fueron consideradas dentro de los efectos significativos. La diferencia mínima significativa (LSD) fue usada con el 95% del nivel de confianza.
Tabla 1 Diseño factorial multinivel 2x2x3 utilizado en la elaboración de biopelículas a base de una mezcla de almidón de maíz - papa y sorbitol
| Experimento | Factores | Variables Respuesta | ||||
|---|---|---|---|---|---|---|
| A1: | B1: | C1: | Resistencia a la Tracción (N/mm2) | Elongación (%) | ||
| Sorbitol (%) | Temperatura de proceso (°C) | Proporción de almidón (%) | ||||
| 1 | 60 | 85 | 50 | 5,32 | 23,91 | |
| 2 | 80 | 95 | 0 | 2,24 | 29,17 | |
| 3 | 60 | 85 | 0 | 3,99 | 25,84 | |
| 4 | 60 | 95 | 0 | 4,83 | 21,05 | |
| 5 | 60 | 95 | 50 | 6,23 | 14,67 | |
| 6 | 60 | 95 | 25 | 7,03 | 23,03 | |
| 7 | 80 | 85 | 25 | 4,51 | 37,14 | |
| 8 | 80 | 85 | 0 | 2,05 | 33,74 | |
| 9 | 60 | 85 | 25 | 5,84 | 27,3 | |
| 10 | 80 | 85 | 50 | 4,7 | 34,68 | |
| 11 | 80 | 95 | 50 | 4,62 | 28,62 | |
| 12 | 80 | 95 | 25 | 3,84 | 28,75 | |
Después de la determinación del mejor tratamiento en la etapa anterior, que consistió en que p-value es menor que 0,05 en los análisis de varianza, generando diferencias significativas entre las medias de las propiedades mecánicas de los tratamientos analizados con un nivel de confianza del 95%. En base a estos resultados y esperando obtener las condiciones adecuadas de elaboración de biopelículas, se decide seleccionar el tratamiento 5, por ser uno de los tratamientos con alta resistencia a la tracción y el mínimo valor en elongación.
Se determinó el porcentaje de AEO que presentó el mayor valor de actividad antimicrobiana, para lo cual se evaluaron 2 concentraciones de AEO (-1,0% y 2,5%), además del tratamiento control en la formulación definida.
Caracterización de las biopelículas con aceite esencial de orégano
Espesor
La medición del espesor se determinó con un micrómetro digital. El resultado se obtiene partir del promedio de 8 medidas realizadas a una sección de biopelícula de 2 cm de ancho x 10 cm de largo.
Resistencia a la tracción
La resistencia a la tracción se evaluó de acuerdo a la norma D882-02-ASTM del año 2002, con algunas modificaciones, utilizando el equipo analizador de textura (CT3, Brookfield, USA) a una humedad relativa constante de 50% ± 5%. Inicialmente las biopelículas fueron cortadas en tiras de 2 cm de ancho x 10 cm de largo. Las condiciones de ensayo fueron las siguientes: Valor meta: 50 mm, carga de activación: 15 g, velocidad de prueba: 1 mm (seg) El resultado final se obtuvo a partir del promedio de 8 medidas. Los valores de pico carga obtenidos fueron remplazados en la siguiente ecuación:
Elongación
La elongación de las biopelículas se determinó mediante la norma D882-02- ASTM del año 2002 con algunas modificaciones, utilizando el equipo analizador de textura (CT3, Brookfield, USA) de acuerdo al ítem 1.4.2. El resultado se obtuvo a partir del promedio de 8 medidas. Los valores obtenidos de deformación según pico fuerza fueron remplazados en la siguiente ecuación:

Actividad antimicrobiana
Se utilizó la técnica de difusión en agar21 con algunas modificaciones, se emplearon los cultivos bacterianos de Staphylococcus aureus, Escherichia coli, Proteus vulgaris, Bacillus cereus y Salmonella spp. Las bacterias se activaron en una solución salina NaCl al 0,85 %, estas se agitaron hasta disolver el inóculo. La turbidez de los tubos con las cepas bacterianas fue comparada con el patrón Mc. Farland 0,5 (mantener en refrigeración a 4 °C). Se inoculó 100 µl de cada solución bacteriana en placas Petri con agar Mueller Hilton, mediante la técnica de difusión en agar para evaluar el efecto de la actividad antimicrobiana de las biopelículas ante las cepas bacterianas. Se obtuvieron discos de 15 mm de diámetro para las biopelículas del tratamiento control y para las biopelículas con 1% y 2,5% de AEO y se ubicaron en el centro de una placa Petri. Las placas se mantuvieron en refrigeración durante 3 h permitiendo que el aceite esencial se difunda en el medio de cultivo y después se incubaron a 35°C por 24 h. Posteriormente, se evaluó la formación del halo de inhibición alrededor de la biopelícula sobre la placa Petri.
RESULTADOS Y DISCUSIÓN
Propiedades físicas
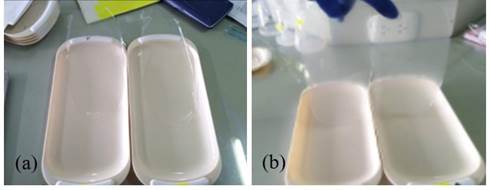
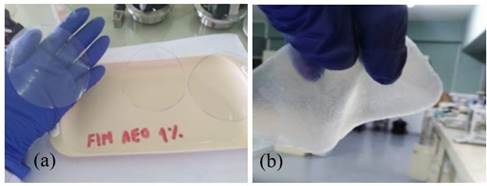
Las biopelículas obtenidas mostraron una apariencia y espesor deseables, tal como se muestra en la figura 1. Estas biopelículas resultaron ser fácilmente desprendidas de la superficie de fundición y fueron visualmente homogéneas sin separación de fases, grietas o burbujas, también se observó que la transparencia de la biopelícula disminuye a medida que se incrementó la proporción de almidón de maíz.
Sin embargo, la superficie de las biopelículas con AEO presentaron una reducción de la homogeneidad con presencia de poros más pronunciados en la superficie (Figura 2). La hidrofobicidad del aceite y su diferencia de densidad con la solución acuosa de almidón puede afectar la estabilidad de la solución filmogénica y consecuentemente formar estructuras heterogéneas debido a la separación de fases y presencia de poros12. Los tratamientos presentaron una diferencia significativa (P <0,05). Para las biopelículas con 1% de AEO, se observó un menor espesor con promedio 0,07 mm, a comparación de las biopelículas control con un espesor de 0,11 mm. Este resultado indicó que las aglomeraciones de pequeñas partículas de aceite esencial en la película no tuvieron un efecto pronunciado sobre el espesor, algunas de las causas podrían ser la eficaz homogenización de la emulsión, la volatilización del aceite esencial durante la elaboración y secado, etc. Este resultado no se relaciona con lo reportado por otras películas con aceite esencial, donde el espesor no tuvo un efecto pronunciado al aumento21. De igual forma, contradice que la incorporación de aceite esencial de naranja aumentó el espesor de las películas atribuyendo este comportamiento a la red de microgotas de aceite esencial en la matriz polimérica, plegando la compacidad de la estructura de la matriz de almidón2.
Propiedades mecánicas
Las medidas de RT se encontraron dentro de un rango de 2,06 MPa - 7,04 MPa, mientras que los de elongación oscilaron entre 14,67 % hasta 37,14 %. la relación de resistencia a la tracción vs. sorbitol es indirectamente proporcional en los niveles de 60% y 80%. Los resultados del presente estudio se encuentran dentro de los valores reportados por investigaciones similares, para biopelículas de almidón de camote formuladas con 2 plastificantes, glicerol y sorbitol, con un rango de respuesta de 1,76 a 9,78 MPa y 4,95 a 9,37 MPa respectivamente, observando que a medida que aumenta el plastificante, la respuesta disminuye independientemente del tipo de plastificante añadido (glicerol o sorbitol)3.
Para películas de almidón de maíz se muestra la misma relación13, este comportamiento está relacionado con las modificaciones estructurales de la red de almidón cuando se incorporan las diferentes cantidades del aditivo, ya que se mezclan e intercalan entre las cadenas del polímero, interrumpiendo los enlaces de hidrógeno y separando las cadenas poliméricas provocando así el aumento de la flexibilidad, en pocas palabras la matriz de la película se vuelve menos resistente a medida que el porcentaje del plastificante incremente13. La temperatura de proceso en los niveles de 85°C y 95°C influye ligeramente sobre la resistencia a la tracción, esta dependencia se utiliza para la conversión de los gránulos de almidón en películas. Este efecto se genera por los cambios impulsados por la temperatura alterando la región cristalina22. Para las proporciones de almidón de maíz y papa se observa que la resistencia a la tracción, aumenta a medida que se incrementa la proporción de almidón de maíz, este comportamiento se asemeja a lo reportado en almidones de yuca y maíz, donde existe un efecto sinérgico por parte de las mezclas binarias5. Las películas de almidón de maíz obtuvieron una resistencia mínima a la tracción de 2,21 MPa mientras que las películas de almidón de papa mostraron una resistencia a la tracción más alta de 3,16 MPa8, lo que puede deberse a su menor contenido de amilosa (21%) que el almidón de maíz (28%), así mismo encontraron que las propiedades de tracción de las películas de almidón mixto (maíz y papa) fueron de 3,14 MPa, lo que difiere con los valores reportados en el presente estudio. Por otra parte, las películas con mayores cantidades de amilosa normalmente poseen mejores características de formación de película que incluyen resistencia mecánica y alargamiento12. La alta disminución de la resistencia a la tracción está asociada con la estructura química de los plastificantes18, el glicerol (92 g/mol) tiene menor masa molecular a comparación del sorbitol (180 g/mol), lo que permite inducir más fácilmente la creación de espacios intermoleculares entre cadenas de polímero disminuyendo el número de enlaces de hidrógeno unidos a las cadenas de almidón. la elongación aumenta a mayor porcentaje de plastificante y disminuye conforme incrementa la temperatura de proceso. Los resultados del presente estudio superan lo reportado en almidón de camote3 1,84 a 9,00% en películas con sorbitol, sin embargo, de igual forma afirman que el plastificante logró el efecto de bloqueo al interferir con la interacción intermolecular aumentando el volumen libre en la matriz polimérica. Este aumento de respuesta también se debe a la mayor ocupación del espacio a través de los enlaces de hidrógeno del plastificante, lo que probablemente interrumpe la estructura del polímero y se convierte en una estructura con mayor movilidad. La resistencia a la tracción es mayor para las biopelículas con 60% de sorbitol en la matriz polimérica a una temperatura de 95°C. Por otro lado, se observa que las biopelículas elaboradas con una mezcla de 50% almidón de maíz y 50% almidón de papa, presentan mayores resistencias a la tracción, específicamente en el menor nivel de plastificante, por lo que se comprueba que las propiedades de biopelículas a menudo se relacionan con las interacciones que dependen de la concentración de los componentes22. La resistencia a la tracción para biopelículas al 1% de AEO muestra menores valores de RT, con promedio de 4,03 MPa, a comparación de las biopelículas control con un valor de 6,14 MPa, esta variación se debe a la incorporación del aceite esencial de orégano en la matriz polimérica. Así mismo, las biopelículas al 1% de AEO muestran mayores valores de E, con promedio de 30,21 %, a diferencia de las biopelículas control con un valor de 14,68 %, esta oscilación se debe a que el aceite esencial actúa como un plastificante aumentando la flexibilidad de la biopelícula. Liu et al. (2018) reportó que películas con 0% de AEO mostraron valores más altos de RT y valores más bajos de E, a comparación de muestras con 1, 3 y 5% de AEO, debido a que la presencia de gotitas de aceite en películas a base de biopolímeros conlleva a la separación de fases, este hecho es resultado de la dificultad para formar especies lipofílicas en una matriz cohesiva. Se reporta el mismo comportamiento en biopelículas control de almidón de yuca y con aceite esencial de canela22, concluyendo que la introducción de aceite esencial reduce la interacción molecular entre cadenas poliméricas dando como resultado: materiales con menor resistencia a la tracción. Las reacciones de los aceites esenciales se producen por la influencia del tipo y concentración de aceite esencial1, por la naturaleza de la matriz del polímero, por las interrelaciones específicas entre sus compuestos, por el método de homogenización, el cual establece el área efectiva de interacción entre elementos de la matriz polímero- aceite. La alta fragilidad de la matriz se debe al enorme número de discontinuidades en una estructura heterogénea, produciéndose biopelículas con gran cantidad de fase dispersa, este comportamiento se presenta con la incorporación excesiva de aceites esenciales y algunos compuestos no poliméricos inmiscibles con la matriz. A pesar de ello, a niveles y métodos de incorporación adecuados de aceite esencial se pueden reforzar las biopelículas mediante interrelaciones específicas entre sus compuestos.
Actividad antimicrobiana
El AEO demostró un efecto inhibidor sobre los microorganismos testeados: Escherichia coli, Staphylococcus aureus, Proteus vulgaris y Bacillus cereus. El AEO no inhibió el crecimiento del microorganismo probado Salmonella spp. Las zonas inhibitorias de AEO eran más grandes en este orden Bacillus cereus, seguido de Staphylococcus aureus, Escherichia coli y por último Proteus vulgaris, tal como se muestra en la figura 3. Se observó que las biopelículas con AEO al 1% y 2,5% de AEO inhibieron a Staphylococcus aureus y Bacillus cereus. No se observó actividad antimicrobiana de las biopelículas para las cepas bacterianas de Escherichia coli y Proteus vulgaris en las concentraciones de 1 y 2,5% de AEO. Para el caso de Salmonella spp. se observó un efecto inhibitorio a una concentración de 2,5 % de AEO en la biopelícula. Se evaluó la actividad antimicrobiana de las biopelículas contra cinco bacterias seleccionadas, Escherichia coli (gram -), Staphylococcus aureus (gram +), Proteus vulgaris (gram -), Bacillus cereus (gram +) y Salmonella spp. (gram -). La película de control (sin AEO) no mostró algún efecto antimicrobiano contra los 5 microorganismos estudiados. Las biopelículas sin AEO no mostraron actividad antibacteriana contra E. coli, Pseudomonas fluorescens, Lactobacillus acidophilus y Listeria innocua10,21. En los resultados del presente estudio se observaron áreas de inhibición (P <0,05) contra las dos cepas microbianas Staphylococcus aureus (gram +) y Bacillus cereus (gram +) en las biopelículas formuladas con 1% y 2,5% de AEO. También se observa que conforme incrementa la concentración de AEO aumenta el área de inhibición contra Staphylococcus aureus y Bacillus cereus, de 7,72 mm hasta 8,93 mm y de 5,50 mm hasta 7,09 mm respectivamente, estos valores fueron menores a los reportados en biopelículas de matriz polisacárido - proteína y AEO contra Staphylococcus aureus 14. Las emulsiones con mayor concentración de AEO se inmovilizaron en la matriz de la biopelícula14. Por otro lado, la falta de actividad antimicrobiana contra las demás cepas bacterianas se explica mediante la volatilización del AEO durante la fabricación de biopelículas. Así mismo, las biopelículas al 2,5% se muestran visualmente incompatibles a utilizar, debido a los agujeros pronunciados, falta de homogeneidad, desagradable olor y al color oscuro observado en la superficie de la biopelícula. Las películas incorporadas con 0,8% AEO mostraron cierto efecto inhibidor contra S. aureus, L. monocytogenes y S. enteritidis10, mientras que la leve inhibición se encontró para E. coli. La concentración mínima de AEO a la que las películas comienzan a exhibir actividad antibacteriana es con la incorporación del 1% AEO4, valor acorde al presente estudio. El efecto antibacteriano del AEO se ha atribuido principalmente a fracción terpenoide del orégano compuesta por carvacrol, timol y p-cimeno7. Se expresó que carvacrol forma canales a través de la membrana bacteriana separando las cadenas de ácidos grasos de los fosfolípidos, permitiendo que los iones abandonen el citoplasma6.
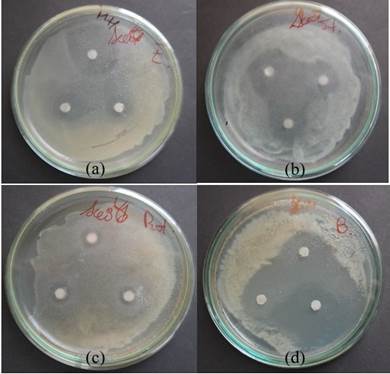
Fig. 3 Actividad antimicrobiana del AEO frente a Escherichia coli (a), Staphylococcus aureus (b), Proteus vulgaris (c), Bacillus cereus (d)
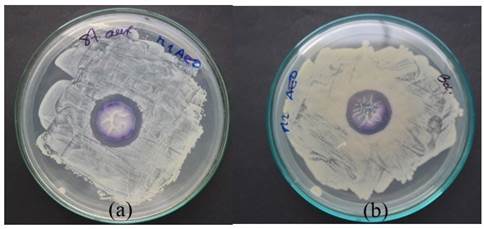
Se pudo observar que S. aureus fue la bacteria más sensible en películas que contienen AEO, mientras que E. coli fue una de las más resistente. Esta diferencia de sensibilidad entre los microorganismos está de acuerdo con los datos reportados previamente para películas con AEO4.Las películas que contienen aceite esencial de orégano fueron más eficaces contra S. aureus que otros grampositivos y bacterias gramnegativas probadas19. Las películas biodegradables producidas con AEO mostraron zonas de inhibición más grandes para cepas bacterianas gram-positivas como S. aureus y L. monocytogenes y pequeñas zonas de inhibición para bacterias gramnegativas (S. enteritidis y E. coli)4. Se observaron que B. cereus grampositivo era más altamente inhibido por el AEO en comparación con E. coli gram-negativo9. En general, los aceites esenciales son algo más eficaces contra bacterias grampositivas que gramnegativas. Este comportamiento debido a la presencia de una membrana externa ubicada alrededor de la pared celular en bacterias gramnegativas6, limitando la difusión de sustancias hidrófobas mediante su recubrimiento de lipopolisacáridos. La actividad antimicrobiana del AEO ante a algunos microorganismos y contra otros no, puede deberse a una pérdida parcial de compuestos volátiles durante la fabricación de películas4, razón posible por la que se podría explicar este resultado. Sin embargo, para S. aureus y B. cereus, estos resultados demuestran que el AEO puede inmovilizarse en la matriz de almidón y, en consecuencia, impedir el desarrollo de microorganismos. Tal como se reportó anteriormente, la actividad antimicrobiana de la biopelícula al 1% de almidón se presenta frente a Staphylococcus aureus y Bacillus cereus, siendo más efectiva frente a S. aureus, tal como se muestra en la figura 4.
CONCLUSIONES
La mejor formulación de la biopelícula fue 60% de sorbitol, 95°C temperatura de proceso y 50% almidón de maíz: 50% almidón de papa, cuyo valor de resistencia a la tracción es 6,23 N/mm2 y de elongación 14,67 %.
Las biopelículas al 2,5 % de aceite esencial de orégano (Origanum vulgare) presentaron mayor inhibición de la cepa Staphylococcus aureus y Bacillus cereus frente a las de 1% de AEO, sin embargo, la biopelícula al 1% presentó mejor apariencia física.
Las biopelículas al 1% de AEO presentaron espesor de 0,07 mm y propiedades mecánicas de 4,03 MPa en resistencia a la tracción y 30,21 % de elongación.

