











 texto em
texto em  Inglês (pdf)
Inglês (pdf)
 Artigo em XML
Artigo em XML Referências do artigo
Referências do artigo
 Enviar este artigo por email
Enviar este artigo por email Citado por SciELO
Citado por SciELO  Similares em
SciELO
Similares em
SciELO 
 Permalink
Permalink
INTRODUCCIÓN
Las exportaciones de productos textiles manufacturados en enero de 2018 aumentaron 9.8% en relación con enero de 2017 y alcanzaron un valor de 99 millones de dólares. Cabe señalar que las exportaciones de productos textiles han crecido de manera sostenida por octavo mes sucesivo en 2021 con un incremento del 18.8%. En enero de 2018, los cinco países que más importaron productos textiles del país fueron Brasil con 230.2%, Alemania con 66.8%, Chile con 31.0%, China con 17.9% y Estados Unidos con 3.4%. Mientras que por bloque económico las exportaciones textiles se incrementaron en la Unión Europea con 33.6%, Asia con 9.6% y América del Norte con 4.5%; asimismo las exportaciones a Mercosur alcanzaron el 94.1%.
Para Posada (2020), la relevancia de la industria textil dentro de la economía de un país está determinada por las contribuciones de sus diversas exportaciones y por la cantidad de empleos formarles generados. En el Perú, este sector origina más de 400 000 puestos de trabajo. Asimismo, cerca del 10% del producto bruto interno (PBI) del sector industrial es generado por la industria textil. Este sector es tan importante a nivel mundial que es considerado en los tratados comerciales como el suscrito entre Perú y Estados Unidos. Sin embargo, como señala Posada (2020), la industria textil ha decrecido considerablemente como consecuencia de la crisis sanitaria mundial generada por el virus covid-19. En los cinco primeros meses del 2020, las exportaciones textiles y confecciones decrecieron 42.85%. Dentro de este porcentaje que no se recuperó al final del periodo 2020, hubo subsectores muy afectados por la pandemia como el de fibras con un decremento de 58.71%, hilados con una disminución de 49.15%, tejidos con una caída de 37.36% y prendas de vestir, así como otras confecciones, con un decremento de 40.93%.
Las empresas industriales, concretamente las textiles, a nivel mundial se hallan sumergidas en una problemática permanente en relación con su productividad, efectividad productiva y el empleo inapropiado de sus recursos, así como los elevados gastos incurridos en las operaciones y mano de obra. Por consiguiente, estas empresas siempre están buscando soluciones para los procesos que presentan complicaciones, a través de apropiados y oportunos análisis y evaluaciones de sus procesos.
La globalización de los mercados, así como el crecimiento del poder adquisitivo del consumidor, generan una mayor competencia entre los fabricantes locales de capitales nacionales e internacionales, por lo que se prioriza considerando la satisfacción del consumidor como un punto importante. Estas características específicas obligan a las empresas textiles a desarrollar diferentes estrategias para ser más competitivas enfocándose en cuatro puntos importantes: innovación, tecnología, calidad y costos.
El proceso productivo dentro de la empresa en estudio está conformado por las áreas de Tejeduría, Tintorería, Tizado, Bordado y Estampado, Confecciones y Acabados. Se constató la ausencia de supervisión y control desde el inicio del proceso de producción; por otro lado, en todas las áreas se observa un exceso de residuos y tiempos muertos, así como ausencia de limpieza y un desorden general, exceso de movimientos de los productos en proceso y rotación de personal, por lo que la empresa textil peruana no puede contar con un flujo constante y continuo.
En la presente investigación, el problema y motivo de la investigación se encuentra en el proceso de tizado y corte durante el proceso de producción, que viene a ser la mejor distribución posible de piezas sobre la tela de producción que serán cortadas para atender la orden de producción; sin embargo, la mayoría de veces se generan excedentes de tela, los cuales son desechados o vendidos por kilo a terceros para ser utilizados en otro tipo de industria o para otros fines.
De acuerdo con el análisis de eficiencia realizado al área de corte, en las órdenes de producción de uno de los clientes más importantes de la industria que solicita altos volúmenes de producción (por ejemplo, tela Jersey 50/1 Pima peinado), se ha verificado que, en las temporadas de invierno, la eficiencia de corte de las telas de producción equivale a un 65% de aprovechamiento, es decir, el 35% es sobrante de tela que se desecha. En las temporadas de verano, la eficiencia de corte de las telas equivale a un 70%, es decir, el 30% es sobrante de tela.
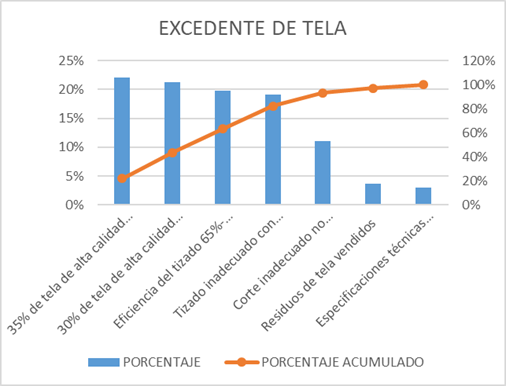
Con el fin de formular el problema de acuerdo con la evaluación de las empresas textiles ubicadas en los distritos de Lima Norte, se identificaron los problemas listados en la Tabla 1.
Tabla 1 Problemas identificados en las empresas textiles ubicadas en los distritos de Lima Norte en 2021.
| Problemas identificados | Frecuencia mensual |
|---|---|
| 35% de tela de alta calidad desechada en la temporada de invierno | 30 |
| 30% de Tela de alta calidad desechada en la temporada de verano | 29 |
| Eficiencia del tizado 65%-70% | 27 |
| Tizado inadecuado con sobrante de espacios | 26 |
| Corte inadecuado no controlado debido a defectos de la tela | 15 |
| Residuos de tela vendidos | 5 |
| Especificaciones técnicas mal elaboradas | 4 |
| TOTAL | 136 |
Fuente: Elaboración propia.
Se identificó que el problema principal es el excedente de tela en el proceso de tizado y corte (Figura 1).
La hipótesis de esta investigación plantea que la mejora de los procesos de tizado y corte utilizando los excedentes de tela de alta calidad para la producción de accesorios y productos de vestir adicionales influye significativamente en el incremento de la producción, el aprovechamiento de la tela de temporada y el resultado del balance de materia en la empresa de tejido de punto en el año 2021.
Esta investigación es relevante porque será empleada como antecedente para otras investigaciones que busquen mejorar los procesos productivos de empresas del sector textil y confecciones, planteando soluciones preventivas. Además, al asignar correctamente los recursos, se redujo el exceso de residuos de tela en las áreas de Tizado y Corte, lo que permitió reducir costos y mejorar la rentabilidad.
A través de mejoras sustanciales en la calidad, reducción de costos y eliminación de tiempos innecesarios, la nueva metodología empleada en el tizado complementario conseguirá que el proceso de corte sea más eficiente y, en consecuencia, posibilitará el aprovechamiento del excedente de tela de alta calidad generado en el proceso de corte para elaborar nuevos productos adicionales y accesorios de vestir.
Por lo expuesto, la elaboración de productos adicionales y accesorios de vestir a partir del excedente de tela es la respuesta a la flexibilidad e innovación necesarias en la industria de la confección, mediante la aplicación de técnicas modernas que parten de la filosofía Just-in-time o «Justo a tiempo» y las 5S, cuyo objetivo principal es la eliminación y reutilización de los residuos o recursos que no intervengan activa y directamente en algún proceso que no añada valor al producto final.
El objetivo de la investigación es determinar de qué manera influye la mejora de los procesos de tizado y corte utilizando los excedentes para la producción de accesorios y productos adicionales de vestir con tela de alta calidad en el incremento de la producción, el aprovechamiento de la tela de temporada y el resultado del balance de materia en la empresa textil de tejido de punto en el año 2021.
El alcance de la presente investigación consiste en desarrollar una metodología que facilite el proceso de programación de la cantidad de productos adicionales o accesorios de vestir que pueden complementar aquellas vestimentas que presentan excedente de tela al momento de realizar el tizado. Por medio de esta metodología, se optimiza la eficiencia de los procesos tanto de tizado y corte en la etapa de producción, lo que se traduce en un aumento de rentabilidad para la empresa.
Entre las limitaciones de la investigación destacan la escasa difusión de los resultados de investigaciones en el sector textil con respecto a los procesos de tizado y corte y las dificultades en la recolección de información dentro de la empresa, principalmente de los operarios de las áreas de Tizado y Corte.
ANTECEDENTES
Según Naranjo (2019), la industria textil genera cada año una gran cantidad de residuos y sobrantes de tela que no son reutilizados. Aunque algunos de estos residuos se venden, la mayoría, principalmente los más pequeños, se desechan. Solo en Colombia, cada año se desperdician más de 15 000 toneladas de residuos textiles, lo que tiene un impacto negativo en el medio ambiente. Por eso se están buscando formas de aprovechar estos residuos de tela para que tengan una segunda vida.
Generalmente, los sobrantes generados en el proceso de tizado, y, posteriormente en el de corte, son acopiados para la fabricación de otros productos que tendrán una vida muy corta de uso; además, su valor comercial es muy bajo, por lo que no es rentable para las empresas textiles (Gómez et al., 2019).
El proceso de tizado es la etapa donde se ordenan los moldes de tal modo que ocupen el menor espacio sobre la tela que posteriormente será cortada (Pumasunta, 2018). Según Villalba (2019), utilizar residuos textiles puede crear efectos visuales únicos, donde colores, texturas y formas se mezclan para crear nueva prendas o accesorios. Estas nuevas prendas elaboradas con los residuos permitirán entregar una nueva perspectiva a la industria textil. Para ello, las empresas textiles deben aprovechar el potencial creativo de su capital humano para generar nuevas ideas y aplicarlas en la creación de nuevos productos y servicios (Ortiz, 2020). Asimismo, las empresas textiles deben adoptar prácticas sostenibles como parte de su proceso de producción, lo que les permitiría reducir significativamente la generación de residuos textiles (Guerrón, 2019).
El patronaje industrial suele dejar mucho espacio negativo entre los moldes porque los patrones están diseñados para ajustarse al cuerpo humano. Como resultado, en este tipo de patronaje se pierde alrededor del 15% de la tela, debido a que las piezas no siempre están diseñadas para cuadrar; su elaboración se sustenta en patrones que se seccionan en líneas paralelas, radiales, áreas de curva sencilla, áreas de doble curvatura y áreas alabeadas (Guamán et al., 2020). Con el auge de la industrialización y la globalización en los procesos textiles, se han sintetizado estos procesos con el propósito de ahorrar recursos, reducir el tiempo y aumentar la rentabilidad. Para ello, el elemento técnico es fundamental en el proceso de patronaje, pues para realizar el proceso de tizado de forma adecuada, se deben confeccionar los planos apropiados (Villa, 2020). Antes del proceso de corte, es esencial asegurarse de que las piezas que conformarán las prendas son las adecuadas para evitar el desperdicio de tela (Gómez, 2019). Para lograr la conjugación de los procesos, es importante contar con una inspección en la que prevalezcan los criterios de calidad, lo que contribuirá en la reducción de costos asociados a los reprocesos, unidades defectuosas y el desperdicio de tela (Arce y Yépez, 2020).
En el ámbito nacional, Sifuentes (2019) considera que el empleo de la ficha técnica permite obtener conocimiento en materia de costos, desperdicios, mantenimiento y pérdidas; estas fichas representan al diseño principal, tela e insumos, molde y corte, producción, medidas de las prendas, procesos adicionales y acabados. Sánchez y Quea (2020) sostienen que para la elaboración de la ficha técnica se utilizan diversas herramientas como el VSM, Lean, 5S, Programación lineal y Redutex; además sostienen que para la reducción de desperdicios se debe crear conciencia y cultura de no desperdicios, implementar las 6S, y fomentar y mantener el cambio y la mejora continua. Ramírez (2020) indicó que aún existen empresas textiles que cuentan con procesos de producción artesanal, lamentablemente, estos procesos no proporcionan los resultados esperados. En ellos se observa desorganización, fallas en las máquinas, ausencia de programas de capacitación, uso inadecuado de la materia prima, insumos y equipos, es decir, se producen mermas por el inapropiado empleo de los recursos.
Por otro lado, algunas empresas textiles no cuentan con procesos estandarizados, es decir, se trabaja sin seguir los procedimientos adecuados, lo que provoca retrasos en la entrega de los productos, el reclamo y malestar de los clientes, el incremento de los desechos en el proceso de corte, entre otros (Gutiérrez y Vega, 2019). Es importante considerar aplicar técnicas de gestión visual que pueden mejorar la calidad, fiabilidad y productividad de los productos textiles realizadas, al tiempo que reducen los costos de producción debido a la disminución de los residuos (Gallardo, 2019). Para lograrlo, los patrones deben ser realizados por la línea de corte, en otras palabras, con los márgenes de costura incorporados y todas las especificaciones necesarias incluidas para simplificar los procesos de producción (Lavado, 2018).
BASES TEÓRICAS
Proceso de producción de la confección
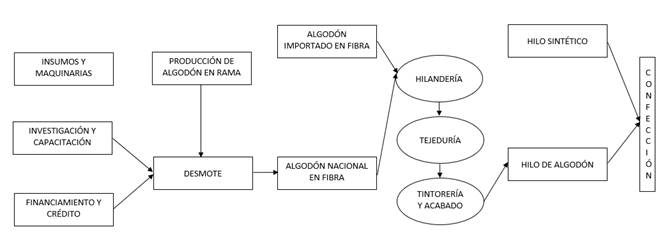
El proceso textil comienza en los valles de la costa con la producción del algodón en rama. Este incluye el desmote del algodón, el hilado del algodón, la tejeduría-que se lleva a cabo con algodón nacional e importado en fibra-y el proceso de tintorería y el de acabado (Figura 2).
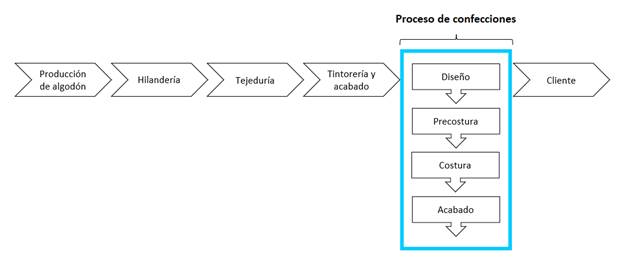
Por último, el proceso de confección textil consta de cuatro procedimientos: diseño, precostura, costura y acabados (Figura 3).
Diseño
Según Schultz (2017), el proceso de diseño corresponde al desarrollo de los modelos de las prendas, que generalmente se realizan con base en la moda o tendencia. Los modelos también pueden ser proporcionados por los clientes con las especificaciones de la prenda que desean. Es importante resaltar que estos modelos deben ser aprobados por los clientes.
Para Paredes (2018), todo proceso de diseño involucra cuatro fases:
La primera fase consiste en observar y analizar el entorno que rodea al ser humano para determinar sus necesidades. En la segunda fase, se analizan esas necesidades a través de la empresa y se les da fuerza. En la tercera fase, se planifica y sugiere la solución, haciendo hincapié en la satisfacción de las necesidades o requisitos; se utilizan maquetas, moldes, patrones y planos para encontrar oportunidades favorables. En la cuarta y última fase, se representa la construcción y la puesta en marcha de la idea original en la realidad, empleando materiales y desarrollo productivo.
Las acciones explicadas anteriormente, generalmente, se dan de manera continua, de acuerdo con el procedimiento del diseño y cómo se desea diseñar.
Precostura
Según Schultz (2017), el proceso de precostura contempla el tizado y corte en base a los moldes. Primero, se tiende la tela y se colocan los moldes. A continuación, se pasa la tiza por el contorno de los moldes sobre la tela. Por último, se realizan los cortes para dejar la tela en piezas. Este proceso suministra las piezas para la costura.
Este proceso inicia con el patronaje, que, según Paredes (2018), consiste en el conjunto de líneas o rayas que han sido elaboradas basándose en los resultados estadísticos de composiciones y proporciones de diversos cuerpos. Estos reciben el nombre de medidas estándar y permitirán producir patrones de diversas tallas. Por lo tanto, el patronaje consiste en la elaboración de patrones o moldes elementales para prendas de vestir a partir de medidas tomadas de un grupo de sujetos con composiciones y proporciones diversas, con lo que se obtienen medidas estándar para elaborar diversas tallas.
De acuerdo con Vélez et al. (1996), existen tres tipos de patronaje: patrón base, patrón tipo y patrón prototipo.
El patrón base es el patrón que no presenta ningún cambio derivado de la moda. Es necesario saber cómo trabajar y sobre todo dominar este tipo de patrón.
El patrón tipo es el patrón base alterado de acuerdo con las modificaciones estandarizadas del diseño. Se debe comprobar para observar las probabilidades de errores.
El patrón prototipo es el patrón aprobado con todas sus modificaciones.
La talla es la manifestación estandarizada de las medidas que posibilita la identificación del tamaño de las prendas de vestir. Se trata de las medidas directamente relacionadas con la anatomía de la persona que viste la prenda, explicadas en esquemas de tallas.
Por otro lado, el proceso de tizado consiste en acomodar todos los patrones de las prendas para que quepan en el menor espacio sobre la tela a cortar (Pumasunta, 2018). De acuerdo con el mismo autor, este proceso puede ser manual o digital. En el tizado manual, los patrones elaborados se colocan sobre la tela según la línea de hilo de cada patrón tratando de economizar el material y se marcan sobre la tela para que luego sean cortados. En cambio, en el tizado digital, los patrones de las prendas se ubican en un software digital. El trazado se desarrolla sobre una forma rectangular que el mismo software posee, en donde se fijan las medidas de la tela en cuanto a ancho y largo. El trabajador asignado acomodará los moldes con ayuda del mouse que le permite elegir y arrastrar cada uno de ellos. De este modo, se visualiza la ubicación de los moldes en el rectángulo en la pantalla del computador. Finalmente, tras mejorar el tizado, el patrón se imprime en papel a través de un plotter.
Según Barretto (2013), como se citó en Pumasunta, (2018), es importante considerar ciertas especificaciones de calidad en del subproceso de tizado con el propósito de aprovechar al máximo el material:
Grosor de las líneas: los trazos delgados, nítidos y correctamente definidos definen la calidad de corte.
Holgura de entrada de corte: la manera como el operador coloca los patrones para tener mayor libertad de movimiento al momento de cortar, especialmente en zonas donde exista ángulos vivos o curvas muy compactas.
Clara identificación de los patrones: cada pieza tizada debe especificar la talla, el modelo y el número de patrón al que pertenece.
Alineado del patrón en relación con el hilo de la tela: las líneas de hilo de cada patrón deben considerarse en el sentido de la trama de la tela y orientarse en consecuencia.
Encarado de los patrones: depende del tipo de superposición o la forma de extender la tela al momento de cortar. Debe contar con un encaje en el encarado tanto horizontal como vertical de los patrones si en el subproceso de tizado se señalan la totalidad de las piezas de una prenda.
Cantidad de patrones: el número de piezas que se marcan según el empleo o no del encarado. En otras palabras, si se obtiene una o media prenda por capa superpuesta.
Asimismo, Barretto (2013), como se citó en Pumasunta (2018), sostiene que el subproceso de tizado se clasifica en tres dependiendo del tipo del encimado, las tallas y el modelo. Con relación al tipo del encimado, se tienen el encimado encarado, en donde el tizado va cara a cara de la tela, y el encimado de una sola cara, en donde el tizado se ubica al derecho de la tela y puede ir hacia arriba o hacia abajo. Con relación a las tallas, se considera si el tizado comprende una o varias tallas de un mismo modelo. Con relación al modelo, se considera si el tizado comprende uno o varios modelos.
Existen dos metodologías para calcular el subproceso de tizado. El primer método, conocido como encaje o aprovechamiento porcentual, establece que existe relación entre el aprovechamiento y el desperdicio, en vista de que el primero corresponde al área aprovechada, mientras que el segundo corresponde al área no utilizada. Es recomendable que el aprovechamiento de la tela sea del 90% y el residuo del 10%, que debe corresponder a los bordes, curvas y áreas en donde es difícil acomodar de manera adecuada los patrones, lo que resulta en cortes inutilizables para el ensamblado de las prendas. Para realizar este cálculo es necesario conocer el área de los patrones y el área de la zona de la marcada (Barretto, 2013, como se citó en Pumasunta, 2018).

El segundo método es el metraje por prenda. Este método calcula el número promedio de material indispensable para elaborar una prenda determinada, dividiendo el largo de la tizada entre el número de prendas que se tizaron; la medición es indiferente si la tela que se corta es de un largo o ancho diferente (Barretto, 2013, como se citó en Pumasunta, 2018).
El método de aprovechamiento porcentual o encaje es el que más se emplea y, por lo tanto, es el más eficiente en el sector textil. En cambio, el método de metraje por prenda es más necesario como valor contable para la entrega de materiales directos y materia prima y, por consiguiente, en el cálculo de los costos.
Costura
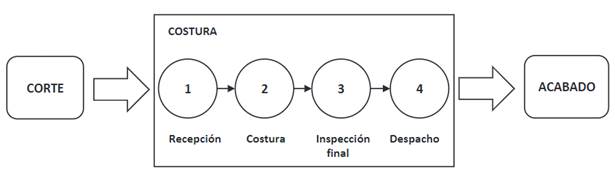
El proceso de costura es aquel en el que se ensamblan las piezas de tela que fueron entregadas en la precostura (Figura 4). Este proceso conduce a la creación de la prenda final, que se consigue mediante el proceso de acabado (Schultz, 2017).
En este proceso, las piezas de tela se unen utilizando una máquina de coser para crear la prenda anhelada. En ocasiones, se unen las piezas de forma preliminar para facilitar el proceso (Pumasunta, 2018). De manera similar, Fonseca (2020) sostiene que las piezas deben ser unidas con alfileres o hilvanadas antes de pasarlas por la máquina de coser. Una vez unidas las piezas de manera preliminar, se debe comprobar cómo queda la prenda para realizar cualquier modificación antes de pasar las prendas por la máquina de coser.
Según Chozo y Escriba (2019), la costura es el proceso en el que las piezas cortadas según el diseño se ensamblan para obtener una prenda completa, mediante una sucesión de operaciones con máquinas de coser. Una prenda tradicional suele constar de delantero, espalda, mangas y cuello, pero esto puede variar según el modelo.
Acabado
Se trata del último proceso de la confección y comprende al grupo de procesos complementarios que necesitan las prendas, tales como bordado, estampado, teñido u otro acabado que el cliente requiera (Schultz, 2017).
De acuerdo con Pumasunta (2018), el proceso de acabado tiene lugar después del proceso de costura, cuando se entrega la prenda ensamblada. Este proceso incluye la asignación del color, el etiquetado, el corte de hilos, el pegado de botones y el empaquetado de la prenda, entre otros. El objetivo de este proceso es ofrecer una presentación de calidad al cliente. Fonseca (2020) añade que las prendas pasan por una serie de pruebas físicas antes de proceder con el cortado de hilos sobrantes, planchado y etiquetado.
METODOLOGÍA
La presente investigación fue no experimental. Según Hernández et al. (2014), este tipo de investigación se desarrolla sin alterar o desvirtuar a propósito las variables, es decir, la variable independiente no se modifica ni altera de manera intencional para observar su impacto sobre otras variables dependientes. En esta investigación se observaron los fenómenos tal y como los encontramos para posteriormente analizarlos.
Durante el proceso de producción, se observó que el tizado se realizaba sobre el tendido de la tela de producción. El tizado viene a ser la mejor distribución posible de piezas que serán cortadas para atender la orden de producción; sin embargo, de acuerdo con las evidencias, la mayoría de veces se producen excedentes de tela, los cuales son desechados o vendidos por kilos a terceros para ser utilizados en otro tipo de industria o para otros fines.
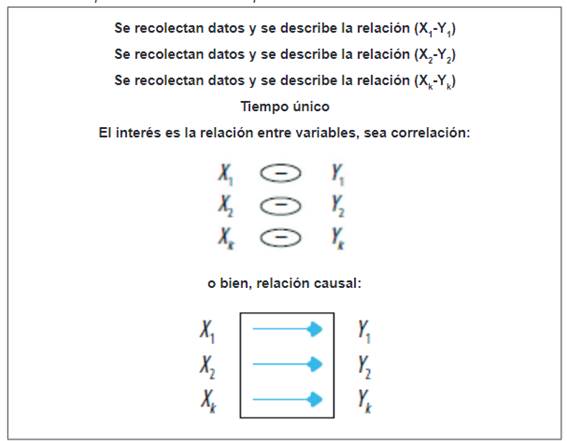
Además, la investigación siguió un diseño transversal correlacional-causal porque, como señalan Hernández et al. (2014), los datos fueron recolectados en un único momento en el tiempo. La finalidad de este diseño es describir las variables y estudiar su influencia y relación en un momento específico. Algunas veces, en términos correlaciones y otras en función a la relación causa-efecto. Se recolectan datos y se describen la categoría, el concepto y las variables (X1 - Y1), tal como se observa en la Tabla 2.
Tabla 2 Esquema de diseño no experimental transversal correlacional-causal.
Fuente: Elaboración propia.
La unidad de análisis estuvo constituida por los operarios del área de tizado y corte de empresas textiles ubicadas en los distritos de Lima Norte. La población estuvo conformada por 62 operarios de tizado y corte de empresas textiles ubicadas en los distritos de Lima Norte. La muestra se determinó sobre la base de un muestreo probabilístico; el resultado de esta metodología fue una muestra de 43 operarios de tizado y corte de empresas textiles ubicadas en los distritos de Lima Norte.
Para seleccionar la muestra, se utilizó el muestreo probabilístico aleatorio simple. Según Hernández et al. (2014), en este tipo de muestreo, todos los componentes de la población tienen la misma probabilidad u oportunidad de ser seleccionados para la muestra y se determina definiendo las particularidades de la población y la magnitud de la muestra.
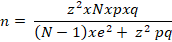
Donde:
z |
coeficiente de la distribución normal para un nivel de confianza del 95%: 1.96 |
N |
tamaño de la muestra |
p |
variabilidad positiva (90%) |
q |
variabilidad negativa (10%) |
N |
tamaño de la población (62) |
e |
error para para las muestras finitas (5%) |
Al aplicar la fórmula se encuentra que n = 43, tal como se observa a continuación.


n = 43
Para la recolección de datos, se aplicó la técnica de la encuesta a los operarios del área de tizado y corte de las empresas textiles seleccionadas (Hernández et al., 2014). El instrumento de investigación fue el cuestionario, que permitió recoger la información sobre los procesos de tizado y corte y sobre los excedentes de tela en las empresas textiles. De acuerdo con Bernal (2010), la validez de un instrumento depende de qué se medirá y que tan bien se efectuará (p. 247). La efectividad del instrumento se determinó mediante el juicio expertos, quienes provistos con profundos conocimientos y pericia analizaron las interrogantes enunciadas considerando como criterios la claridad, pertinencia y relevancia. Para evaluar la confiabilidad de la investigación respecto a las variables procesos de tizado y corte de la prueba piloto realizada a los operarios de tizado y corte de empresas textiles ubicadas en los distritos de Lima Norte, se utilizó el alfa de Cronbach y se obtuvo un coeficiente de 0.965. Por lo tanto, el instrumento mostró un nivel de confiabilidad «excelente». El instrumento para la variable excedente de tela de la prueba piloto realizada a los operarios de tizado y corte de empresas textiles ubicadas en los distritos de Lima Norte obtuvo un coeficiente de 0.959, por lo tanto, mostró un nivel de confiabilidad «bueno».
RESULTADOS
Para el procesamiento de datos se emplearon el análisis descriptivo y el inferencial.
Análisis descriptivo
Para el procedimiento descriptivo, los datos recolectados en la encuesta fueron codificados y tabulados para luego ser organizados por dimensiones. A continuación, se ejecutó el programa estadístico SPSS para realizar el análisis estadístico de los datos y se elaboraron las cuadros y gráficos de frecuencia con sus respectivas interpretaciones.
La variable procesos de tizado y corte fue evaluada de manera porcentual, considerando los rangos «inadecuado», «poco adecuado» y «adecuado». Posteriormente, los datos fueron organizados para evaluar las dimensiones proceso de tizado y proceso de corte de manera porcentual, considerando los rangos «inadecuado», «poco adecuado» y «adecuado».
Tabla 3 Evaluación de la variable procesos de tizado y corte.
| Frecuencia | Porcentaje | Porcentaje válido | Porcentaje acumulado | ||
|---|---|---|---|---|---|
| Válido | Inadecuado | 18 | 41.9 | 41.9 | 41.9 |
| Poco adecuado | 17 | 39.5 | 39.5 | 81.4 | |
| Adecuado | 8 | 18.6 | 18.6 | 100.0 | |
| Total | 43 | 100.0 | 100.0 | ||
Fuente: Elaboración propia con base en la encuesta a los operarios de los procesos de tizado y corte.
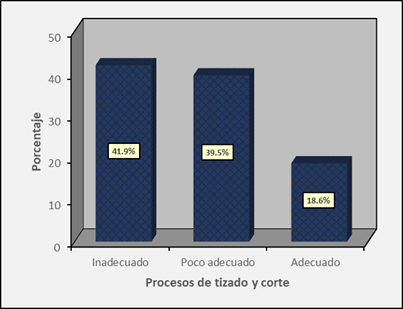
En la Tabla 3 y la Figura 5, se observan el comportamiento de la muestra con respecto a la variable procesos de tizado y corte. El 41.9% de los operarios asevera que los procesos de tizado y corte son «inadecuados», 39.5% señala son «poco adecuados» y, finalmente, el 18.6% opina que son «adecuados». Por lo tanto, los operarios de tizado y corte de empresas textiles ubicadas en los distritos de Lima Norte opinan que los procesos de tizado y corte son «inadecuados».
Tabla 4 Evaluación de la dimensión proceso de tizado.
| Frecuencia | Porcentaje | Porcentaje válido | Porcentaje acumulado | ||
|---|---|---|---|---|---|
| Válido | Inadecuado | 17 | 39.5 | 39.5 | 39.5 |
| Poco adecuado | 18 | 41.9 | 41.9 | 81.4 | |
| Adecuado | 8 | 18.6 | 18.6 | 100.0 | |
| Total | 43 | 100.0 | 100.0 | ||
Fuente: Elaboración propia con base en la encuesta a los operarios de los procesos de tizado y corte.
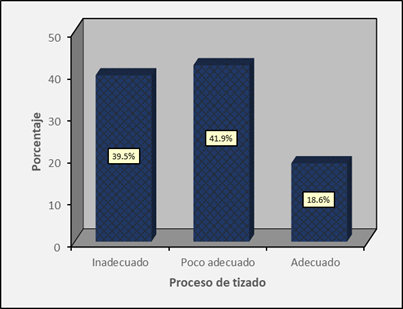
En la Tabla 4 y la Figura 6, se observa el comportamiento de la muestra con respecto a la dimensión proceso de tizado. El 41.9% de los operarios asevera que el proceso de tizado es «poco adecuado», el 39.5% señala que es «inadecuado» y, finalmente, el 18.6% opina que es «adecuado». Por lo tanto, los operarios de tizado y corte de empresas textiles ubicadas en los distritos de Lima Norte opinan que el proceso de tizado es «poco adecuado».
Tabla 5 Evaluación de la dimensión proceso de corte.
| Frecuencia | Porcentaje | Porcentaje válido | Porcentaje acumulado | ||
|---|---|---|---|---|---|
| Válido | Inadecuado | 27 | 62.8 | 62.8 | 62.8 |
| Poco adecuado | 8 | 18.6 | 18.6 | 81.4 | |
| Adecuado | 8 | 18.6 | 18.6 | 100.0 | |
| Total | 43 | 100.0 | 100.0 | ||
Fuente: Elaboración propia con base en la encuesta a los operarios de los procesos de tizado y corte.
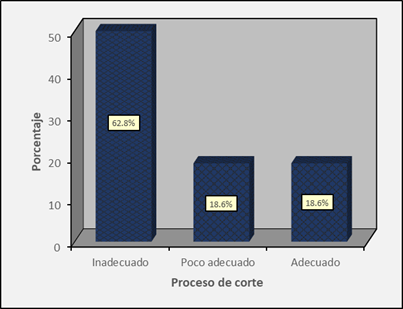
En la Tabla 5 y la Figura 7, se observa el comportamiento de la muestra con respecto a la dimensión proceso de corte. El 62.8% de los operarios asevera que el proceso de corte es «inadecuado», el 18.6% señala que es «poco adecuado» y, finalmente, el otro 18.6% opina que es «adecuado». Por lo tanto, los operarios de tizado y corte de empresas textiles ubicadas en los distritos de Lima Norte opinan que el proceso de corte es «inadecuado».
Por otro lado, la variable exceso de tela fue evaluada de manera porcentual, considerando los rangos «inadecuado», «poco adecuado» y «adecuado». Posteriormente, los datos fueron organizados para evaluar las dimensiones utilización de tela de temporada y balance de materia en corte de manera porcentual, considerando los rangos «alto», «regular» y «bajo».
Tabla 6 Evaluación de la variable excedente de tela.
| Frecuencia | Porcentaje | Porcentaje válido | Porcentaje acumulado | ||
|---|---|---|---|---|---|
| Válido | Alto | 19 | 44.2 | 44.2 | 44.2 |
| Regular | 16 | 37.2 | 37.2 | 81.4 | |
| Bajo | 8 | 18.6 | 18.6 | 100.0 | |
| Total | 43 | 100.0 | 100.0 | ||
Fuente: Elaboración propia con base en la encuesta a los operarios de los procesos de tizado y corte.
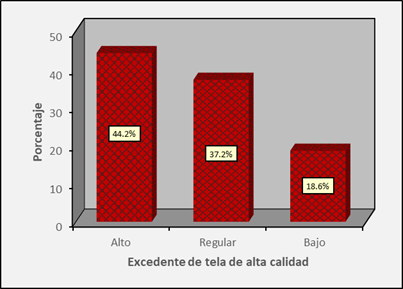
En la Tabla 6 y la Figura 8, se observa el comportamiento de la muestra con respecto a la variable excedente de tela. El 44.2% de los operarios asevera que el excedente de tela generado es «alto», el 37.2% señala que es «regular» y, finalmente, el 18.6% opina que es «bajo». Por lo tanto, los operarios de tizado y corte de empresas textiles ubicadas en los distritos de Lima Norte opinan que se genera un «alto» excedente de tela.
Tabla 7 Evaluación de la dimensión utilización de la tela de temporada.
| Frecuencia | Porcentaje | Porcentaje válido | Porcentaje acumulado | ||
|---|---|---|---|---|---|
| Válido | Alto | 20 | 46.5 | 46.5 | 46.5 |
| Regular | 9 | 20.9 | 20.9 | 67.4 | |
| Bajo | 14 | 32.6 | 32.6 | 100.0 | |
| Total | 43 | 100.0 | 100.0 | ||
Fuente: Elaboración propia con base en la encuesta a los operarios de los procesos de tizado y corte.
Fuente: Elaboración propia.
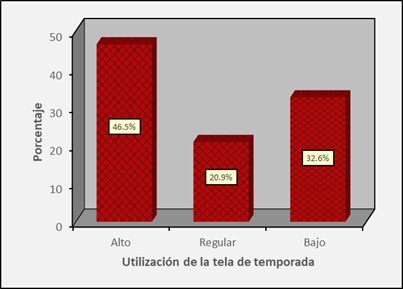
Figura 9 Evaluación de la dimensión utilización de la tela de temporada.
En la Tabla 7 y la Figura 9, se observa el comportamiento de la muestra con respecto a la dimensión utilización de la tela de temporada. El 46.5% de los operarios asevera que existe un «alto» nivel de utilización de la tela de temporada, el 32.6% señala que el nivel es «bajo» y, finalmente, el 20.9% opina que el nivel es «regular». Por lo tanto, los operarios de tizado y corte de empresas textiles ubicadas en los distritos de Lima Norte opinan que existe un «alto» nivel de utilización de la tela de temporada.
Tabla 8 Evaluación de la dimensión balance de materia en corte.
| Frecuencia | Porcentaje | Porcentaje válido | Porcentaje acumulado | ||
|---|---|---|---|---|---|
| Válido | Alto | 21 | 48.8 | 48.8 | 48.8 |
| Regular | 14 | 32.6 | 32.6 | 81.4 | |
| Bajo | 8 | 18.6 | 18.6 | 100.0 | |
| Total | 43 | 100.0 | 100.0 | ||
Fuente: Elaboración propia con base en la encuesta a los operarios de los procesos de tizado y corte.
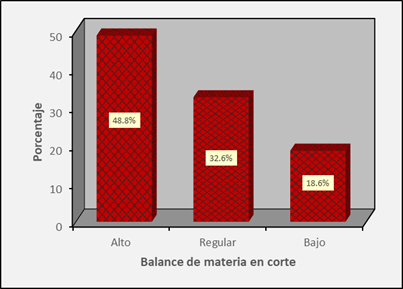
En la Tabla 8 y la Figura 10, se observa el comportamiento de la muestra con respecto a la dimensión balance de materia en corte. El 48.8% de los operarios asevera que el balance de materia en corte es «alto», el 32.6% señala que es «regular» y, finalmente, el 18.6% opina que es «bajo». Por lo tanto, los operarios de tizado y corte de empresas textiles ubicadas en los distritos de Lima Norte opinan que el balance de materia en corte es «alto».
Posteriormente, se elaboraron tres tablas de contingencia para mostrar la relación existente entre las variables. La primera representa la tabla de contingencia entre las variables proceso de tizado y corte y excedente de tela; la segunda, la tabla de contingencia de la variable procesos de tizado y corte y la dimensión utilización de tela de temporada; y la tercera, la tabla de contingencia de la variable procesos de tizado y corte y la dimensión balance de materia en corte. Todas las tablas de contingencia fueron elaboradas considerando las mediciones de cada una de las variables con los resultados de sus rangos correspondientes.
Tabla 9 Tabla de contingencia procesos de tizado y corte y excedente de tela.
| Excedente de tela de alta calidad | Total | |||||
|---|---|---|---|---|---|---|
| Alto | Regular | Bajo | ||||
| Procesos de tizado y corte | Inadecuado | Recuento | 14 | 4 | 0 | 18 |
| % del total | 32.6% | 9.3% | 0.0% | 41.9% | ||
| Poco adecuado | Recuento | 5 | 12 | 0 | 17 | |
| % del total | 11.6% | 27.9% | 0.0% | 39.5% | ||
| Adecuado | Recuento | 0 | 0 | 8 | 8 | |
| % del total | 0.0% | 0.0% | 18.6% | 18.6% | ||
| Total | Recuento | 19 | 16 | 8 | 43 | |
| % del total | 44.2% | 37.2% | 18.6% | 100.0% | ||
Fuente: Elaboración propia con base en la encuesta a los operarios de los procesos de tizado y corte.
Fuente: Elaboración propia.
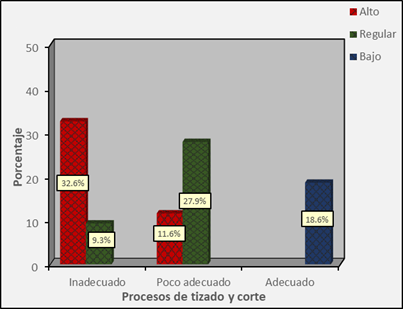
Figura 11 Tabla de contingencia procesos de tizado y corte y excedente de tela.
A partir de los datos presentados en la Tabla 9 y en la Figura 11, se obtuvieron tres conclusiones. En primer lugar, se observó que el 32.6% de los operarios sostuvo que los procesos de tizado y corte fueron «inadecuados», lo que generó también un «alto» excedente de tela. En segundo lugar, se observó que el 27.9% de los operarios sostuvo que los procesos de tizado y corte fueron «poco adecuados», lo que generó un «regular» excedente de tela. En tercer lugar, se observó que el 18.6% de los operarios sostuvo que los procesos de tizado y corte fueron «adecuados», lo que generó un «bajo» excedente de tela.
Tabla 10 Tabla de contingencia de procesos de tizado y corte y utilización de la tela de temporada.
| Utilización de la tela de temporada | Total | |||||
|---|---|---|---|---|---|---|
| Alto | Regular | Bajo | ||||
| Procesos de tizado y corte | Inadecuado | Recuento | 14 | 4 | 0 | 18 |
| % del total | 32.6% | 9.3% | 0.0% | 41.9% | ||
| Poco adecuado | Recuento | 6 | 5 | 6 | 17 | |
| % del total | 14.0% | 11.6% | 14.0% | 39.5% | ||
| Adecuado | Recuento | 0 | 0 | 8 | 8 | |
| % del total | 0.0% | 0.0% | 18.6% | 18.6% | ||
| Total | Recuento | 20 | 9 | 14 | 43 | |
| % del total | 46.5% | 20.9% | 32.6% | 100.0% | ||
Fuente: Elaboración propia con base en la encuesta a los operarios de los procesos de tizado y corte.
Fuente: Elaboración propia.
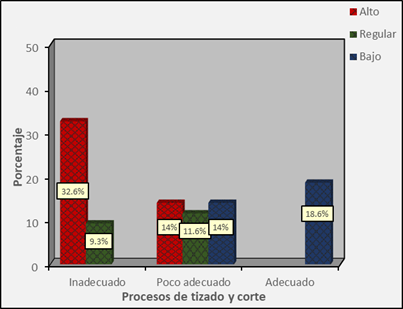
Figura 12 Tabla de contingencia procesos de tizado y corte y utilización de la tela de temporada.
A partir de los datos presentados en la Tabla 10 y en la Figura 12, se obtuvieron tres conclusiones. En primer lugar, se observó que el 32.6% de los operarios sostuvieron que el proceso de tizado y corte fue «inadecuado», lo que generó una «alta» utilización de la tela de temporada. En segundo lugar, se observó que el 11.6% de los operarios sostuvo que el proceso de tizado y corte fue «poco adecuado», lo que generó una «regular» utilización de la tela de temporada. En tercer lugar, se observó que el 18.6% de los operarios sostuvo que el proceso de tizado y corte fue «adecuado», lo que generó una «baja» utilización de la tela de temporada.
Tabla 11 Tabla de contingencia de procesos de tizado y corte y balance de materia en corte.
| Balance de materia en corte | Total | |||||
|---|---|---|---|---|---|---|
| Alto | Regular | Bajo | ||||
| Procesos de tizado y corte | Inadecuado | Recuento | 14 | 4 | 0 | 18 |
| % del total | 32.6% | 9.3% | 0.0% | 41.9% | ||
| Poco adecuado | Recuento | 7 | 9 | 1 | 17 | |
| % del total | 16.3% | 20.9% | 2.3% | 39.5% | ||
| Adecuado | Recuento | 0 | 1 | 7 | 8 | |
| % del total | 0.0% | 2.3% | 16.3% | 18.6% | ||
| Total | Recuento | 21 | 14 | 8 | 43 | |
| % del total | 48.8% | 32.6% | 18.6% | 100.0% | ||
Fuente: Elaboración propia con base en la encuesta a los operarios de los procesos de tizado y corte.
Fuente: Elaboración propia.
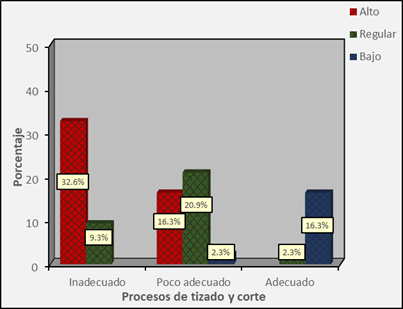
Figura 13 Tabla de contingencia procesos de tizado y corte y balance de materia en corte.
A partir de los datos presentados en la Tabla 11 y en la Figura 13, se obtuvieron tres conclusiones. En primer lugar, se observó que 32.6% de los operarios sostuvo que el proceso de tizado y corte fue «inadecuado», lo que generó un «alto» balance de materia en corte. En segundo lugar, se observó que el 20.9% de los operarios sostuvo que el proceso de tizado y corte fue «poco adecuado», lo que generó un «regular» balance de materia en corte. En tercer lugar, se observó que el 16.3% de los operarios sostuvo que el proceso de tizado y corte fue «adecuado», lo que generó un «bajo» balance de materia en corte.
Análisis inferencial
Para el análisis inferencial, se empleó la prueba de hipótesis Chi-cuadrado, dado que se buscó determinar la incidencia de los procesos de tizado y corte en el excedente de tela.
Prueba de hipótesis general
Ho: La mejora de los procesos de tizado y corte utilizando los excedentes para la producción de accesorios y productos adicionales de vestir con tela de alta calidad no influye significativamente en el incremento de la producción en la empresa textil de tejido de punto en el año 2021.
Ha: La mejora de los procesos de tizado y corte utilizando los excedentes para la producción de accesorios y productos adicionales de vestir con tela de alta calidad influye significativamente en el incremento de la producción en la empresa textil de tejido de punto en el año 2021.
Estadístico de prueba. Estadístico Chi-cuadrado, asumiendo un nivel de significación de prueba α = 0.05 en contraste al valor de significación estadística de p-valor.
Tabla 12 Prueba Chi-cuadrado de la hipótesis general.
| Valor | gl | Significación asintótica (bilateral) | |
|---|---|---|---|
| Chi-cuadrado de Pearson | 53.125a | 4 | .000 |
| Razón de verosimilitud | 49.914 | 4 | .000 |
| Asociación lineal por lineal | 27.726 | 1 | .000 |
| N de casos válidos | 43 |
a. 5 casillas (55.6%) han esperado un recuento menor que 5. El recuento mínimo esperado es de 1.49.
Fuente: Elaboración propia con base en la encuesta a los operarios de los procesos de tizado y corte.
En la Tabla 12, se aprecia que el valor calculado del Chi-cuadrado fue de 53.125, que es mayor que el valor indicado en la tabla que fue de 9.4877. Asimismo, la razón de verosimilitud fue de p = 0.000, que es menor al valor de p < 0.05. Es decir, se rechaza la hipótesis nula y se acepta la hipótesis alterna. Por lo tanto, la mejora de los procesos de tizado y corte utilizando los excedentes para la producción de accesorios y productos adicionales de vestir con tela de alta calidad influye significativamente en el incremento de producción en la empresa textil de tejido de punto en el año 2021.
Prueba de hipótesis especifica 1
Ho: La mejora en los procesos de tizado y corte utilizando los excedentes para la producción de accesorios y productos adicionales de vestir con tela de alta calidad no influye significativamente en el aprovechamiento de la tela de temporada en la empresa textil de tejido de punto en el año 2021.
Ha: La mejora en los procesos de tizado y corte utilizando los excedentes para la producción de accesorios y productos adicionales de vestir con tela de alta calidad influye significativamente en el aprovechamiento de la tela de temporada en la empresa textil de tejido de punto en el año 2021.
Estadístico de prueba. Estadístico Chi-cuadrado, asumiendo un nivel de significación de prueba α = 0.05 en contraste al valor de significación estadística de p-valor.
Tabla 13 Prueba Chi-cuadrado de la hipótesis específica 1.
| Valor | gl | Significación asintótica (bilateral) | |
|---|---|---|---|
| Chi-cuadrado de Pearson | 27.313a | 4 | .000 |
| Razón de verosimilitud | 33.888 | 4 | .000 |
| Asociación lineal por lineal | 22.712 | 1 | .000 |
| N de casos válidos | 43 |
a. 5 casillas (55.6%) han esperado un recuento menor que 5. El recuento mínimo esperado es de 1.67.
Fuente: Elaboración propia con base en la encuesta a los operarios de los procesos de tizado y corte.
En la Tabla 13, se aprecia que el valor calculado del Chi-cuadrado fue de 27.313, que es mayor que el valor indicado en la tabla que fue de 9.4877. Asimismo, la razón de verosimilitud fue de p = 0.000, que es menor al valor de p < 0.05. Es decir, se rechaza la hipótesis nula y se acepta la hipótesis alterna. Por lo tanto, la mejora de los procesos de tizado y corte utilizando los excedentes para la producción de accesorios y productos adicionales de vestir con tela de alta calidad influye significativamente en el aprovechamiento de la tela de temporada en la empresa textil de tejido de punto en el año 2021.
Prueba de hipótesis especifica 2
Ho: No existe incidencia significativa en los procesos de tizado y corte utilizando los excedentes para la producción de accesorios y productos adicionales de vestir con tela de alta calidad en el resultado del balance de materia en la empresa textil de tejido de punto en el año 2021.
Ha: La mejora en los procesos de tizado y corte utilizando los excedentes para la producción de accesorios y productos adicionales de vestir con tela de alta calidad influye significativamente en el resultado del balance de materia en la empresa textil de tejido de punto en el año 2021.
Estadístico de prueba. Estadístico Chi-cuadrado, asumiendo un nivel de significación de prueba α = 0.05 en contraste al valor de significación estadística de p-valor.
Tabla 14 Prueba Chi-cuadrado de la hipótesis específica 2.
| Valor | gl | Significación asintótica (bilateral) | |
|---|---|---|---|
| Chi-cuadrado de Pearson | 36.185a | 4 | .000 |
| Razón de verosimilitud | 33.794 | 4 | .000 |
| Asociación lineal por lineal | 22.869 | 1 | .000 |
| N de casos válidos | 43 |
a. 5 casillas (55.6%) han esperado un recuento menor que 5. El recuento mínimo esperado es de 1.49.
Fuente: Elaboración propia con base en la encuesta a los operarios de los procesos de tizado y corte.
En la tabla 14, se aprecia que el valor calculado del Chi-cuadrado fue de 36.185, que es mayor que el valor indicado en la tabla que fue de 9.4877. Asimismo, la razón de verosimilitud fue de p = 0.000, que es menor al valor de p < 0.05. Es decir, se rechaza la hipótesis nula y se acepta la hipótesis alterna. Por lo tanto, la mejora de los procesos de tizado y corte utilizando los excedentes para la producción de accesorios y productos adicionales de vestir con tela de alta calidad influye significativamente en el resultado del balance de materia en la empresa textil de tejido de punto en el año 2021.
DISCUSIÓN
En relación con la hipótesis general, se logró determinar cómo la mejora de los procesos de tizado y corte utilizando los excedentes para la producción de accesorios y productos adicionales de vestir con tela de alta calidad influye en el incremento de la producción en la empresa textil de tejido de punto en el año 2021. Esto se comprobó con el Chi-cuadrado calculado de 53.125, que resultó mayor que el valor de la tabla que fue de 9.4877; además, la razón de verosimilitud fue de p = 0.000, menor que el valor p < 0.05. Estos resultados fueron corroborados en la investigación realizada por Villalba (2019), quien indicó que utilizar residuos textiles puede crear efectos visuales únicos, donde colores, texturas y formas se mezclan para crear nueva prendas o accesorios. Estas nuevas prendas elaboradas con los residuos permitirán entregar una nueva perspectiva a la industria textil. Para ello, las empresas textiles deben aprovechar el potencial creativo de su capital humano para generar nuevas ideas y aplicarlas en la creación de nuevos productos y servicios (Ortiz, 2020). Asimismo, las empresas textiles deben adoptar prácticas sostenibles como parte de su proceso de producción, lo que les permitiría reducir significativamente la generación de residuos textiles (Guerrón, 2019).
Por otro lado, algunas empresas textiles no cuentan con procesos estandarizados, es decir, se trabaja sin seguir los procedimientos adecuados, lo que provoca retrasos en la entrega de los productos, el reclamo y malestar de los clientes, el incremento de los desechos en el proceso de corte, entre otros (Gutiérrez y Vega, 2019). Es importante considerar aplicar técnicas de gestión visual que pueden mejorar la calidad, fiabilidad y productividad de los productos textiles realizadas, al tiempo que reducen los costos de producción debido a la disminución de los residuos (Gallardo, 2019). Para lograrlo, los patrones deben ser realizados por la línea de corte, en otras palabras, con los márgenes de costura incorporados y todas las especificaciones necesarias incluidas para simplificar los procesos de producción (Lavado, 2018).
En relación con la primera hipótesis específica, se logró determinar cómo la mejora de los procesos de tizado y corte utilizando los excedentes para la producción de accesorios y productos adicionales de vestir con tela de alta calidad influye en el aprovechamiento de la tela de temporada en la empresa textil de tejido de punto en el año 2021. Esto se comprobó con el Chi-cuadrado calculado de 27.313, que es mayor que el valor de la tabla que es de 9.4877; además, la razón de verosimilitud es de p = 0.000, menor que el valor p < 0.05. Estos resultados fueron corroborados en la investigación de Naranjo (2019), quien sostiene, la industria textil genera cada año una gran cantidad de residuos y sobrantes de tela que no son reutilizados. Por eso se están buscando formas de aprovechar estos residuos de tela para que tengan una segunda vida. Generalmente, los sobrantes generados en el proceso de tizado y posteriormente en el de corte son acopiados para la fabricación de otros productos que tendrán una vida muy corta de uso; además, su valor comercial es muy bajo, por lo que no es rentable para las empresas textiles (Gómez et al., 2019). El proceso de tizado es la etapa donde se ordenan los moldes de tal modo que ocupen el menor espacio sobre la tela que posteriormente será cortada (Pumasunta, 2018).
Con el auge de la industrialización y la globalización en los procesos textiles, se han sintetizado estos procesos con el propósito de ahorrar recursos, reducir el tiempo y aumentar la rentabilidad. Para ello, el elemento técnico es fundamental en el proceso de patronaje, pues para realizar el proceso de tizado de forma adecuada, se deben confeccionar los planos apropiados (Villa, 2020). Antes del proceso de corte, es esencial asegurarse de que las piezas que conformarán las prendas son las adecuadas para evitar el desperdicio de tela (Gómez, 2019). Para lograr la conjugación de los procesos, es importante contar con una inspección en la que prevalezcan los criterios de calidad, lo que contribuirá en la reducción de costos asociados a los reprocesos, unidades defectuosas y el desperdicio de tela (Arce y Yépez, 2020).
En relación a la segunda hipótesis específica, se logró determinar cómo la mejora de los procesos de tizado y corte utilizando los excedentes para la producción de accesorios y productos adicionales de vestir con tela de alta calidad influye en el resultado del balance de materia en la empresa textil de tejido de punto en el año 2021. Esto se comprobó con el Chi-cuadrado calculado de 36.185, que es mayor que el valor de la tabla que fue de 9.4877; además, la razón de verosimilitud fue de p = 0.000, menor que el valor de p < 0.05. Estos resultados fueron corroborados en la investigación Sifuentes (2019), quien consideró que el empleo de la ficha técnica permite obtener conocimiento en materia de costos, desperdicios, mantenimiento y pérdidas; estas fichas representan al diseño principal, tela e insumos, molde y corte, producción, medidas de las prendas, procesos adicionales y acabados. Sánchez y Quea (2020) sostuvieron que para la elaboración de la ficha técnica se utilizan diversas herramientas como el VSM, Lean, 5S, Programación lineal y Redutex; además sostienen que para la reducción de desperdicios se debe crear conciencia y cultura de no desperdicios, implementar las 6S, y fomentar y mantener el cambio y la mejora continua. Ramírez (2020) indicó que aún existen empresas textiles que cuentan con procesos de producción artesanal, lamentablemente, estos procesos no proporcionan los resultados esperados. En ellos se observa desorganización, fallas en las máquinas, ausencia de programas de capacitación, uso inadecuado de la materia prima, insumos y equipos, es decir, se producen mermas por el inapropiado empleo de los recursos.
CONCLUSIONES
Se concluyó que la mejora de los procesos de tizado y corte utilizando los excedentes para la producción de accesorios y productos adicionales de vestir con tela de alta calidad influye significativamente en el incremento de la producción en la empresa textil de tejido de punto en el año 2021. Esto fue corroborado con el valor calculado del Chi-cuadrado que es de 53.125, que es mayor que el de la tabla que es de 9.4877, además, la razón de verosimilitud es de p = 0.000, menor que el valor de p < 0.05.
Se concluyó que la mejora de los procesos de tizado y corte utilizando los excedentes para la producción de accesorios y productos adicionales de vestir con tela de alta calidad influye significativamente en el aprovechamiento de la tela de temporada en la empresa textil de tejido de punto en el año 2021. Esto fue corroborado con el valor calculado del Chi-cuadrado que fue de 27.313, que es mayor que el valor de la tabla que fue de 9.4877; además, la razón de verosimilitud es de p = 0.000, menor que el valor de p < 0.05.
Se concluyó que la mejora de los procesos de tizado y corte utilizando los excedentes para la producción de accesorios y productos adicionales de vestir con tela de alta calidad influye significativamente en el resultado del balance de materia en la empresa textil de tejido de punto en el año 2021. Esto fue corroborado con el valor calculado del Chi-cuadrado que fue de 36.185, que es mayor que el valor de la tabla que fue de 9.4877; además, la razón de verosimilitud fue p = 0.000, menor que el valor de p < 0.05.
RECOMENDACIONES
Se sugiere a la empresa preparar una propuesta de mejora de los procesos de tizado y corte utilizando los excedentes de tela de alta calidad con el propósito de incrementar la producción de productos adicionales y accesorios de vestir mediante la correcta utilización de la tela de temporada y del balance de materia en corte.
Se sugiere a la empresa presentar una propuesta de mejorar de los procesos de tizado y corte utilizando los excedentes de tela de alta calidad con el propósito de mejorar la utilización de la tela de temporada en la elaboración de productos adicionales y accesorios de vestir mediante la implementación de procesos que se ajusten a las necesidades de esta nueva actividad, garantizando que los materiales cumplan con las medidas adecuadas para evitar demasiados excedentes, y proporcionando una capacitación adecuada al personal a cargo de realizar los procesos de tizado y corte. Además, la empresa debe buscar con frecuencia formas de optimizar los procesos y actividades.
Se sugiere a la empresa presentar una propuesta de mejorar de los procesos de tizado y corte utilizando el excedente de tela de alta calidad con el propósito de optimizar el balance de materia en corte para la elaboración de productos adicionales y accesorios de vestir por medio de la modernización de las máquinas de corte. Se sugiere además trabajar con empresas proveedoras formales que suministren productos de calidad con el peso y las medidas adecuadas e implementar un área de control que permita el control de los materiales que ingresan al área de corte.

