










Servicios Personalizados
Revista

Articulo
 Español (pdf)
Español (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO
Links relacionados
-
 Similares en
SciELO
Similares en
SciELO
Compartir

 Permalink
PermalinkScientia Agropecuaria
versión impresa ISSN 2077-9917
Scientia Agropecuaria vol.7 no.2 Trujillo abr./jun. 2016
http://dx.doi.org/10.17268/sci.agropecu.2016.02.06
10.17268/sci.agropecu.2016.02.06
ARTÍCULOS ORIGINALES
Propiedades mecánicas de bandejas elaboradas con almidón de especies vegetales nativas y fibras de residuos agroindustriales
Mechanical properties of trays based on starch of native plant species and fiber of agroindustrial wastes
Miguel Espina; J.P. Cruz-Tirado; Raúl Siche*
Escuela de Ingeniería Agroindustrial, Facultad de Ciencias Agropecuarias, Universidad Nacional de Trujillo, Av. Juan Pablo II s/n, Trujillo, Peru.
Resumen
El objetivo de este trabajo fue evaluar el efecto de las fibras naturales obtenidas de residuos agroindustriales en la densidad, el gramaje y las propiedades mecánicas de las espumas termoprensadas elaboradas de almidón de especies nativas, como lo son el camote, la oca y la arracacha. El proceso de termoformado se llevó a cabo a una temperatura de 145 °C y una presión de 60 bar. El tiempo de horneado fue de 10-15 min dependiendo del contenido de agua en la mezcla. Las bandejas fueron caracterizadas por su densidad, gramaje, ensayo de impacto, ensayos de deflexión, colorimetría y sus valores de dureza y fracturabilidad. Las bandejas elaboradas por termopresión a base de almidón de camote-fibra de bagazo de caña de azúcar al 15%, y de almidón de arracacha-fibra peladilla de espárrago al 30% presentaron mayores valores en resistencia a la flexión frente a las elaboradas con otros tipos de almidones y fibras, incluyendo a pruebas en blanco. De manera general, la dureza de las bandejas se ve favorecida con el incremento de fibra, sin embargo, la fracturabilidad decrece o no mejora la integridad de la matriz polimérica. Los resultados mostrados en esta investigación permitirán la elaboración de bandejas biodegradables para distintas aplicaciones industriales.
Palabras clave: biodegradable; espumas termoprensadas; almidón de camote, oca y arracacha; fibra de bagazo y peladilla; propiedades mecánicas.
Abstract
The aim of this study was to evaluate the effect of natural fibers derived from agro-industrial waste in density, weight and mechanical properties of the termoprensadas foams made of starch native species, such as sweet potatoes, oca and arracacha. The thermoforming process was carried out at a temperature of 145 ° C and a pressure of 60 bar. The baking time was 10-15 min depending on water content in the mixture. The trays were characterized by their density, weight, impact test, deflection tests, colorimetry, hardness, and fracturability values. The trays prepared by thermopressure based on sweet potato starch-bagasse fiber from sugar cane at 15%, and arracacha starch -peladilla asparagus fiber at 30% had higher values in flexural strength versus those made with other types of starches and fibers, including blank tests. Generally, the hardness of the trays is favored with increasing fiber, however fracturability decreases or does not improve the integrity of the polymeric matrix. The results shown in this study allow the preparation of biodegradable trays for various industrial applications.
Keywords: biodegradable; baked foams; sweet potato, arracacha and oca starch; bagasse and asparagus skin fiber; mechanical properties.
1. Introducción
La dificultad para reciclar los plásticos sintéticos derivados del petróleo ha promovido el desarrollo de materiales biodegradables, fabricados de polímeros agroindustriales obtenidos de recursos renovables, abundantes y de bajo costo (Gàspàr et al., 2005; Dogossy y Czigány, 2006; Davis y Song, 2006; Cinelli et al., 2006; Lui y Peng, 2005). Puesto que cerca del 41% de la producción de los plásticos son utilizados para la industria del embalaje, y el 47% de este es utilizado para el embalaje de alimentos (Fomin y Guzeev, 2001), el uso de biopolímeros dentro de este campo es una excelente alternativa para reducir los actuales problemas de contaminación.
Algunos estudios han mostrado que es posible obtener envases de alimentos a partir de mezclas de almidón, fibras y agua mediante procesos como el termoprensado (Glenn y Orts, 2001; Glenn et al., 2001a; Shey et al., 2006; Shogren et al., 1998, 2002; Soykeabkaew et al., 2004), que puede ser una alternativa al uso de espumas de poliestireno expandido.
La desventaja de los materiales resultantes es su fragilidad y su alta afinidad al agua (Glenn et al., 2001a,b; Car et al., 2006). Para mejorar estas propiedades, se ha descrito la generación de estos materiales a partir de almidones modificados o después de la adición de plastificantes, polímeros, fibras y otros aditivos. Algunos autores muestran que la tensión, resistencia y densidad de la espuma de almidón aumenta mientras la flexibilidad de la espuma disminuye con el incremento de la concentración de almidón, peso molecular y contenido de amilosa (Shogren et al., 1998). Ellos reportaron que los almidones de tubérculos, como la papa, producen bandejas con densidades más bajas y flexibilidades más altas a comparación de los almidones de cereales como el maíz.
La resistencia a la tracción de las espumas de almidón y algunas veces la tensión de rotura fueron también mejorados por la adición de diferentes tipos de fibras, como madera blanda, álamo, yute, y fibras de lino (Glenn et al., 2001b; Lawton et al., 2004; Shogren et al., 2002; Soykeabkaew et al., 2004) o fibras de bagazo de caña de azúcar (Mali et al., 2010). Durante la biodegradación, la presencia de fibras induce una rápida descomposición de la espuma debido a la acción de los microorganismos atraídos por los componentes lignocelulósicos (Chiellini et al., 2009).
En este trabajo, las diferentes fibras provenientes de los residuos agroin-dustriales, como el bagazo de caña de azúcar o la peladilla de espárrago, fueron utilizadas como componentes en las bandejas de almidón para reducir su sensibilidad a la humedad. Por otra parte, al ser barato, no tóxico, y fácil de reciclar, el uso de este tipo de material contribuye en la protección del medio ambiente (Ruggiero et al., 2006).
Así, el objetivo de este trabajo fue evaluar el efecto de la adición de fibras naturales obtenidas de residuos agroindus-triales en la densidad, el gramaje y las propiedades mecánicas de las espumas termoprensadas elaboradas de almidón de las especies nativas camote, oca y arracacha.
2. Materiales y métodos
2.1. Materiales
Se utilizó almidón de camote variedad rosada (19% amilosa y 76% amilopectina), de oca variedad zapallo (29% amilosa y 71% amilopectina) y de arracacha variedad amarilla (8-19% amilosa y 90% amilopectina), todos ellos con tamaño de partícula < 180 µm (Tamiz N° 80). El bagazo de caña de azúcar se obtuvo de Casa Grande S.A.A. y la peladilla de espárrago de Sociedad Agrícola Virú S.A. Los residuos fueron secados a 50 °C hasta una humedad final de 12% g agua/g m.s, ambos con tamaño de partícula inferior a 300 µm (Tamiz N° 50). La cal dolomita (60% CaCO3 y 30% MgCO3) fue obtenida de Chemical Processes Industries S.A.C. Estearato de magnesio (Empresa Importadora Continental S.A.C.), glicerina (Laboratorios Dropaksa S.R.L.), goma guar (Aromas del Perú S.A.) fueron usados como aditivos y papel mantequilla como desmoldante.
2.2. Elaboración de las bandejas por termoprensado
Las bandejas de almidón fueron obtenidas utilizando diferentes formulaciones en base a resultados previos (no publicados). La fibra de bagazo de caña de azúcar y peladilla de espárrago estaban en un rango de 0 a 40 g/100 g de sólidos (Tabla 1-3).
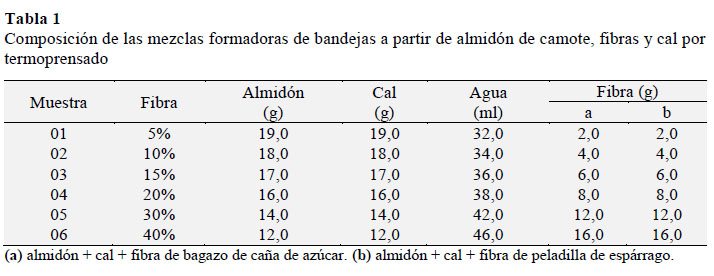

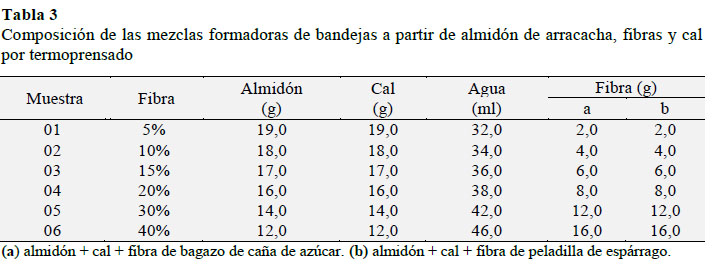
Una vez lista la mezcla, se utilizó una termoprensa (RELES PHL/D) para la elaboración de las bandejas. La geometría general de las bandejas fue de 270 mm de largo, 200 mm de ancho, 25 mm de alto, y 3 mm de espesor. La termoprensa se precalentó y se mantuvo a una temperatura de 145 °C en ambas placas. Se colocó una lámina de papel mantequilla, la cual sirvió como desmoldante, sobre la placa superior e inferior de la termoprensa, entre las cuales se colocó la mezcla final en la parte central de ambas. Ambas placas se cerraron por medio de un sistema hidráu-lico para trabajar a una presión de 60 bar. El tiempo de horneado fue de 10-15 min dependiendo del contenido de agua en la mezcla. Finalmente, las bandejas se acondicionaron durante cinco días a temperatura ambiente dentro de una estufa a una humedad relativa de 75%, obtenida con una solución saturada de cloruro de sodio.
Para cada una de las pruebas se utilizó 3% p/p de goma guar en relación al total de materia seca mostrado en las tablas, 4% p/p de glicerina, 5% p/p de estearato de magnesio y 2 láminas de papel mantequilla.
2.3. Caracterización
Densidad
La densidad fue calculada según Shogren et al. (1998). Para cada formulación. Los valores reportados son el promedio de 3 mediciones por cada prueba.
Gramaje
El gramaje se calculó a partir del cociente entre la masa y el área determinada por mediciones lineales (NTC 352). Los valores reportados son el promedio de 2 mediciones por cada prueba.
Parámetros de color
El color de las bandejas fue determinado utilizando un colorímetro (JZ-300, Shenzhen Kingwell Instrument Co., Ltd, China). La técnica CIELab fue usada para la evaluación, donde los valores de L* (luminosidad) van desde L= 0 (negro) a L= 100 (blanco), a* (proporción rojo (+a) / verde (-a) y b* (proporción amarillo (+b) /azul (-b) fueron obtenidos primero y luego utilizados para expresar los cambios de color total (∆E). El instrumento fue calibrado utilizando un plato de calibración Minolta. Los valores reportados fueron el promedio de 3 medidas por muestra. Las coordenadas de color de la placa blanca standard eran L= 89,7, a= 1,9 y b= -4,9. El cambio de color fue calculado de la Ec. (1):

Propiedades mecánicas
La dureza y fracturabilidad de las bandejas de almidón con fibra, fue medida con un texturómetro TA.HDPlus (Stable Micro Systems, Surrey, UK), utilizando una celda de carga de 100 kg y un accesorio HDP/CFS, que consistía en un soporte circular hueco de introducción y una probeta esférica de acero inoxidable P/0.25S. La velocidad de la prueba fue de 1 mm/s y la distancia desplazada por la probeta fue de 15 mm. En la prueba de perforación, se obtuvo una gráfica fuerza (g) vs tiempo (s), tomando como dureza el punto más alto de la curva. Y para la prueba de fracturabilidad se obtuvo una gráfica distancia (mm) vs tiempo (s). Los valores reportados son el promedio de 3 mediciones por cada tratamiento.
Para los ensayos de deflexión, la resistencia a la flexión o el módulo de rotura se calculó según lo mencionado en la norma UNE EN-14411, a través de una fórmula matemática, fuerza de rotura dividida por el cuadrado del grosor del mínimo en la sección de rotura. El resultado de los ensayos, fue expresado en newtons por milímetro cuadrado (N/mm2).
donde σ es la resistencia a la flexión, F es la fuerza aplicada en el medio de la probeta, L es la distancia entre los puntos de apoyo de la probeta, b es el largo de la probeta, y h es el grosor de la probeta.
2.3. Análisis estadístico
Se realizó el Análisis de Varianza (ANOVA) y la prueba de comparación múltiple Tukey (p ≤ 0,05) con el software SPSS (International Business Machines Corporation, EE.UU.) para determinar diferencias significativas entre los tratamientos.
3. Resultados y discusión
Densidad
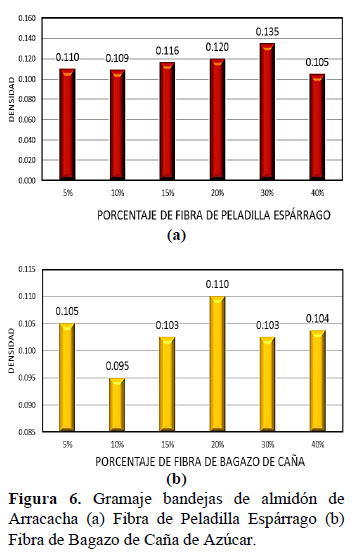
La densidad de las bandejas a base de almidón se vio influenciada con la interacción de fibra. La densidad de las bandejas de almidón de camotea aumentó ligeramente con el aumento de contenido de fibra (Figura 1a y 1b), estos resultados son similares a los encontrados en investigaciones previas (Kaisangsri et al., 2011). La bandeja producida de almidón de oca-fibra de peladilla de espárrago al 15% tiene la mayor densidad (0,67 g/cm3) (Figura 2a), y la bandeja de almidón de oca-fibra de bagazo de caña de azúcar al 40% tiene la menor densidad (0,37 g/cm3) (Figura 2b).
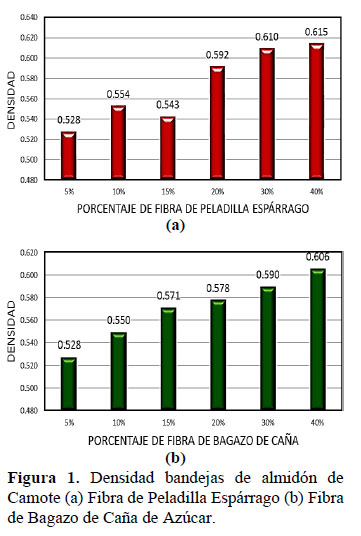
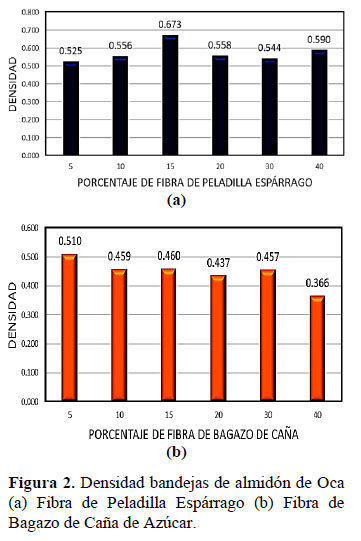
Los valores de densidad registrados en el presente estudio fueron más altos que los de poliestireno expandido, cerca de 0,06 g/cm3 según Shey et al. (2006). En promedio la densidad fue de alrededor 0,51 g/cm3.
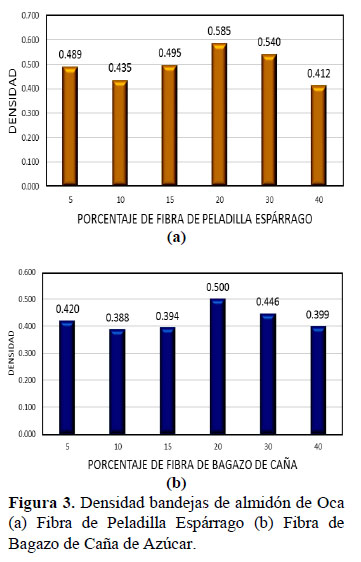
Las bandejas a base de almidón de arracacha-fibra de peladilla de espárrago (Figura 3a), almidón de arracacha-fibra de bagazo de caña de azúcar (Figura 3b) y almidón de oca-fibra de bagazo de caña de azúcar mostraron diferencia significativa (p ≤ 0,05) entre los diferentes porcentajes de fibra, en comparación con el control.
Gramaje
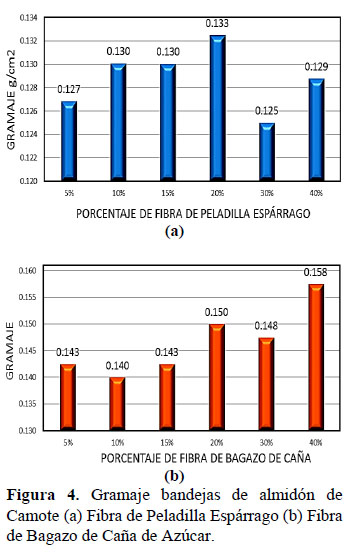
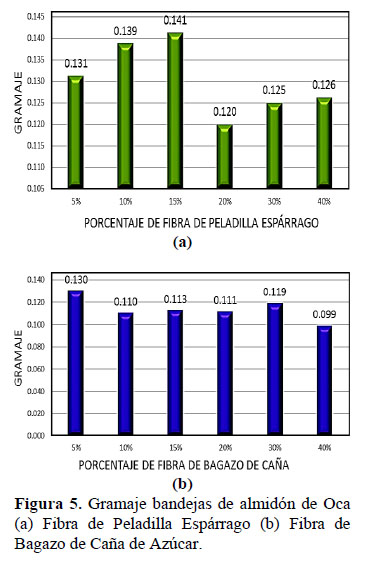
El gramaje de las bandejas a base de almidón aumentó ligeramente con el aumento de contenido de fibra, excepto en el caso del almidón de oca para ambas fibras, cuyo gramaje no tiene una tendencia. La bandeja producida de almidón de camote-fibra de bagazo de caña de azúcar al 40% tiene el mayor gramaje (0,16 g/cm2) (Figura 4b), y la bandeja de almidón de arracacha-fibra de bagazo de caña de azúcar al 10% tiene el menor gramaje (0,095 g/cm2) (Figura 6b). El gramaje en promedio fue de alrededor 0,12 g/cm2.
Color
Las bandejas que contenían solo almidón fueron blancas para el caso del almidón de camote, ligeramente amarillas para el caso de la arracacha y ligeramente púrpuras para el caso de la oca (Tabla 4). Las bandejas reforzadas con fibras de bagazo de caña presentaron un aspecto verduzco y las bandejas reforzadas con fibra de peladilla de espárrago presentaron un color rojizo, para ambos casos los valores de a* y b* incrementan significativamente (p ≤ 0,05). Una reducción de los valores de L*, que a su vez condujo a un incremento del ΔE, se muestran en las bandejas reforzadas con fibra. Estas características son producto de la caramelización y de la reacción de Maillard, la cual ocurre en presencia de carbohidratos y proteínas en matrices poliméricas a altas temperaturas (Salgado et al., 2008).
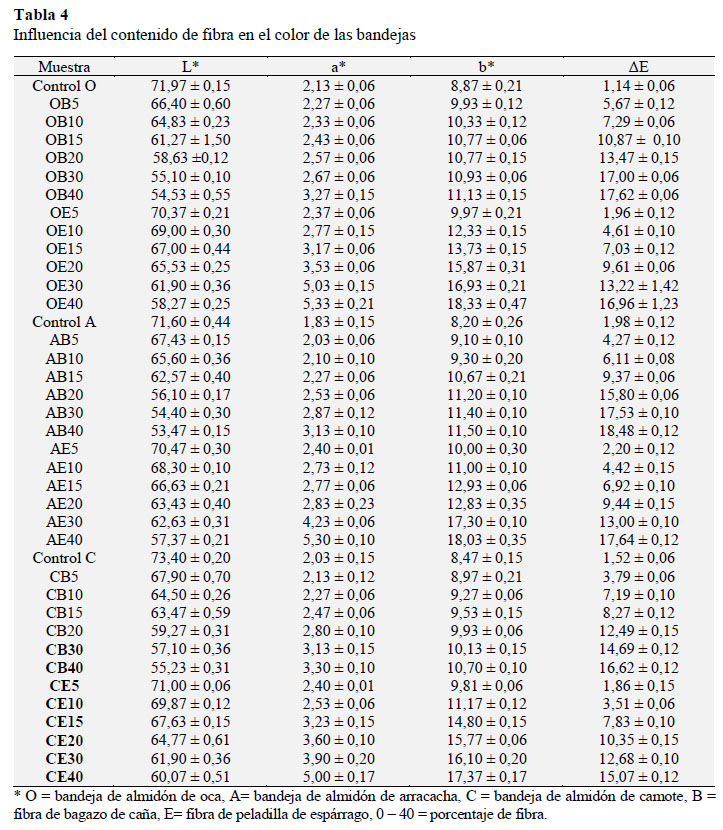
Diversos estudios han reportado que la adición de fibra a la matriz reduce los valores de L* de biocompuestos de almidón (Famá et al., 2009; Mello y Mali, 2014; Vercelheze et al., 2013).
Según el análisis estadístico las bandejas a base de almidón de arracacha-fibra de bagazo de caña de azúcar, y almidón de oca- fibra de bagazo de caña de azúcar no mostraron diferencia significativa (p > 0,05) entre los diferentes porcentajes de fibra. Comparando los tratamientos con las bandejas de control, la mayoría de tratamientos tuvieron valores de gramaje inferiores a los de control.
Dureza y fracturabilidad El análisis de dureza de las bandejas se observa en la Tabla 5. Para las bandejas de almidón de oca, un incremento de la concentración de fibra de bagazo de caña originó una reducción de la dureza de las bandejas, mientras que concentraciones de fibra de peladilla de espárrago del 5% y 10% favorecen un incremento de la dureza de las bandejas. Tabla 4 Influencia del contenido de fibra en el color de las bandejas.
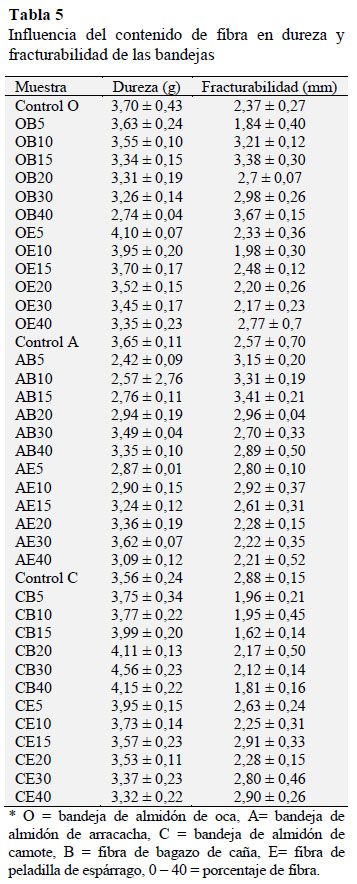
En el caso de las bandejas de almidón de camote y arracacha, la incorporación de fibra tanto de bagazo de caña como de peladilla de espárrago origina un decrecimiento de la dureza de las bandejas, probablemente por una mala distribución en la matriz (Lawton et al., 2004).
La prueba de fracturabilidad (mm) ayuda a evaluar la integridad de las bandejas durante el desplazamiento (Tabla 5).
Para bandejas de almidón de oca, una concentración de fibra de bagazo de caña del 5% desfavorece el desplazamiento, mientras que concentraciones por encima de este valor parecen mejorar la integridad de las bandejas. Bandejas de almidón de oca reforzados con fibra de peladilla de espárrago no presentan variaciones signifi-cativas (p ≤ 0,05) en concentraciones de fibra por debajo del 40%.
En bandejas de almidón de arracacha, concentraciones de fibra de bagazo de caña ayudan a fortalecer las bandejas (p ≤ 0,05), propiciando un mayor desplazamiento antes de romperse, lo que ocurre de manera similar en las bandejas reforzadas hasta un 15% con fibra de peladilla de espárrago.
En el caso de las bandejas de almidón de camote, un menor desplazamiento (mm) es notorio cuando se le incorpora fibra, lo que conlleva a daños en la integridad de las bandejas (Lawton et al., 2004; Lee et al., 2013).
Resistencia a la flexión
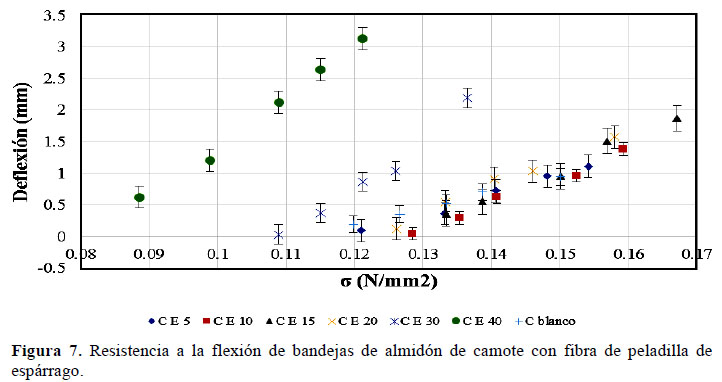
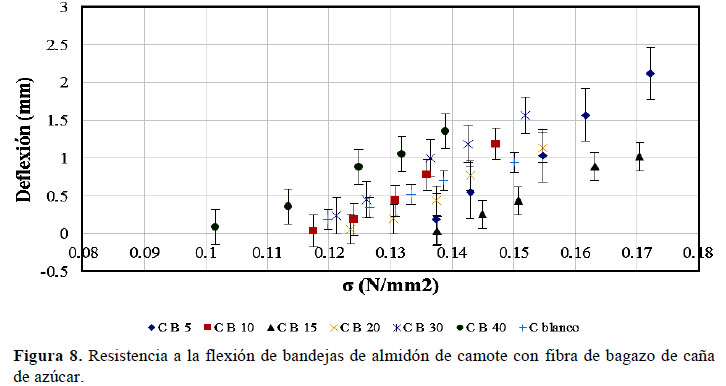
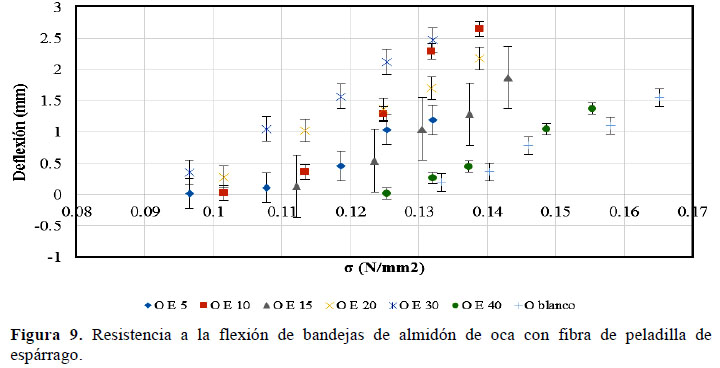
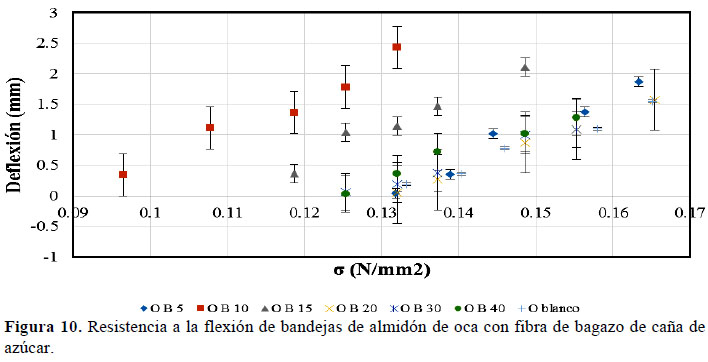
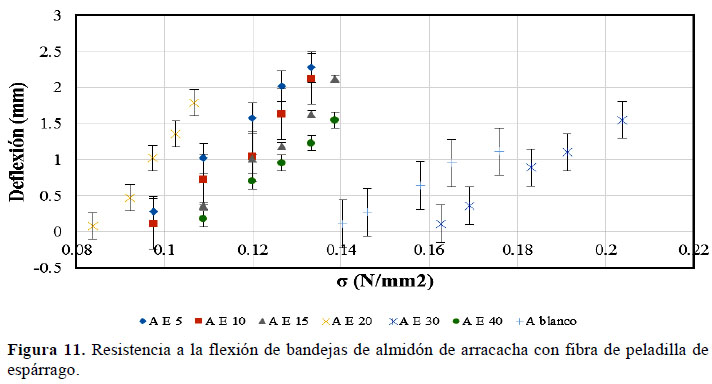
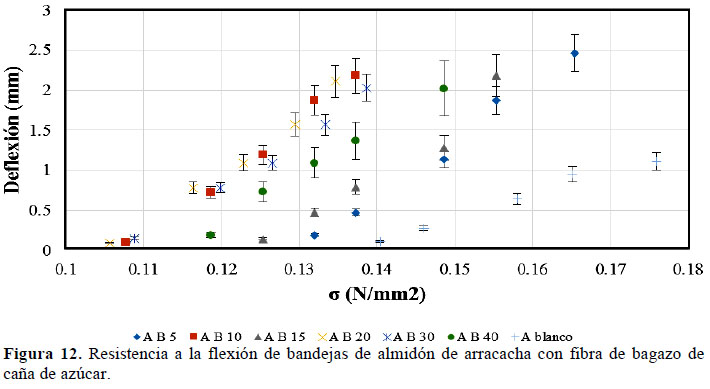
Lawton et al. (2004) añadieron fibra de álamo a las espumas de maicena para mejorar sus propiedades mecánicas. Las bandejas de espuma fueron elaboradas con contenidos de fibra que van desde 2,5 a 45% en la formulación, y su resistencia aumentó con el aumento en contenido de fibra hasta un límite de aproximadamente 15%. Las bandejas que contenían más de 30% de fibra eran los más débiles (Figura 10, 11 y 12), probablemente debido a una falta de uniformidad en la distribución de la fibra en estos valores más altos. Como se puede observar en las Figuras 7, 8 y 9, conforme aumentaba la fuerza de rotura, la deflexión de las probetas se incrementaba poco a poco, siendo las pruebas con porcentajes menores a 30%, las de menores valores de deflexión.
4. Conclusiones
Las bandejas elaboradas por termopresión a base de almidón de camote-fibra de bagazo de caña de azúcar al 15%, y de almidón de arracacha-fibra peladilla de espárrago al 30% presentaron mayores valores en resistencia a la flexión frente a las elaboradas con otros tipos de almidones y fibras, incluyendo a pruebas en blanco.
De manera general, la dureza de las bandejas se ve favorecida con el incre-mento de fibra, sin embargo, la fractura-bilidad decrece o no mejora la integridad de la matriz polimérica.
El uso de materia prima renovable (almidón de especies vegetales nativa y residuos agroindustriales) puede ser una alternativa para el desarrollo de empaques para diferentes aplicaciones industriales (principalmente en alimentos) con propie-dades mecánicas similares a las de poliestireno expandido.
Agradecimientos
Raúl Siche agradece al "Programa Nacional de Innovación para la Competitividad y Productividad" – Innóvate Perú (Contrato 407-PNICP-PIAP-2014) y a la Universidad Nacional de Trujillo - UNT (PIC2-2013 / UNT) por el financiamiento.
Referencias bibliográficas
Carr, L. G.; Parra, D. F.; Ponce, P.; Lugao, A. B.; & Buchl, P. M. 2006. Influence of fibers on the mechanical properties of cassava starch foams. Journal of Polymer Environment 14: 179–183. [ Links ]
Cinelli, P.; Chiellini, E.; Lawton, J.W.; Imam, S.H. 2006. Foamed articles based on potato starch, corn fibers and poly(vinyl alcohol). Polym. Degrad. Stab. 91: 1147–1155. [ Links ]
Chiellini, E.; Cinelli, P.; Ilieva, V.I.; Imam, S.H.; Lawton, J.L. 2009. Environmentally compatible foamed articles based on potato starch, corn fiber, and poly(vinyl alcohol). J. Cell. Plast. 45: 17–32. [ Links ]
Davis, G.; Song, J.H. 2006. Biodegradable packaging based on raw materials from crops and their impact on waste management. Ind. Crop. Prod. 23: 147–161. [ Links ]
Dogossy, G.; Czigány, T. 2006. Modelling and investigation of the reinforcing effect of maize hull in PE matrix composites. Polym. Adv. Technol. 17: 825–829. [ Links ]
Famá, L.; Gerschenson, L.; Goyanes, S. 2009. Starch-vegetable fibre composites to protect food products. Carbohydrate Polymers 75(2): 230-235. [ Links ]
Fomin, V.; Guzeev, V. 2001. Biodegradable polymers, their present state and future prospects. Prog. Rubber Plastics Technol. 17 (3): 186–204. [ Links ]
Gàspàr, M.; Benko, Z.; Dogossy, G.; Réczey, K.; Czigàny, T. 2005. Reducing water absorption in compostable starch-based plastics. Polym. Degrad. Stab. 90: 563–569. [ Links ]
Glenn, G.; Orts, W. 2001. Properties of starch-based foam formed by compression/ explosion processing. Ind. Crop. Prod. 13: 135–143. [ Links ]
Glenn, G.; Orts, W.; Nobes, G.A.R.; Gray, G. 2001a. In situ laminating process for baked starch based foams. Ind. Crop. Prod. 14: 125–134. [ Links ]
Glenn, G.; Orts, W.; Nobes, G.A.R. 2001b. Starch, fiber and CaCO3 effects on the physical properties of foams made by a baking process. Ind. Crop. Prod. 14: 201–212. [ Links ]
Kaisangsri N.; Kerdchoechuen O.; Laohakunjit N. 2011. Biodegradable foam tray from cassava starch blended with natural fiber and chitosan. Ind. Crop. Prod. 37: 542–346. [ Links ]
Lawton, J.; Shogren, R.; Tiefenbacher, K. 2004. Aspen fiber addition improves the mechanical properties of baked cornstarch foams. Industrial Crops and Products 19: 41–48. [ Links ]
Lee, R.; Pranata, M.; Ustunol, Z; Almenar, E. 2013. Influence of glycerol and water activity on the properties of compressed egg whitebased bioplastics. Journal of Food Engineering 118(1): 132-140. [ Links ]
Lui, W.; Peng, J. 2005. Effects of die shapes and additives on the physical and mechanical properties, and cellular structure of biodegradable cushioning extruded foams. J. Cell. Plast. 41: 437–455. [ Links ]
Mali, S.; Debiagi, F.; Grossmann, M.V.E.; Yamashita, F. 2010. Starch, sugarcane bagasse fibre and polyvinyl alcohol effects on extruded foam properties: a mixture design approach. Ind. Crop. Prod. 32: 353–359. [ Links ]
Mello, L.; Mali, S. 2014. Use of malt bagasse to produce biodegradable baked foams made from cassava starch. Industrial Crops and Products 55: 187-193. [ Links ]
Ruggiero, R.; Machado, A.; Hoareau, W.; Gardrat, C.; Nourmamode, A.; Grelier, S.; Castellan, A. 2006. Photodegradation of sugarcane bagasse fibers: influence of acetylation or grafting UV-absorber and/or hindered nitroxide radical on their photostability. J. Braz. Chem. Soc. 17(4): 763–770. [ Links ]
Salgado, P.; Schmidt, V.; Molina Ortiz, S.; Mauri, A.; Laurindo, J. 2008. Biodegradable foams based on cassava starch, sunflower proteins and cellulose fibers obtained by a baking process. Journal of Food Engineering 85(3): 435-443. [ Links ]
Shey, J.; Imam, S.; Glenn, G.; Orts, W. 2006. Properties of baked starch foam with natural rubber latex. Industrial Crops and Products 24: 34–40. [ Links ]
Shogren, R.; Lawton, J.; Teifenbacher, K.; Chen, L. 1998. Starch–poly(vinyl alcohol) foamed articles prepared by a baking process. J. Appl. Polym. Sci. 68: 2129–2140. [ Links ]
Shogren, R.; Lawton, J.; Teifenbacher, K. 2002. Baked starch foams: starch modifications and additives improve process parameters, structure and properties. Ind. Crop. Prod. 16: 69–79. [ Links ]
Soykeabkaew, N.; Supaphol, P.; Rujiravanit, R. 2004. Preparation and characterisation of jute and flax reinforced starch-based composite foams. Carbohydr. Polym. 58: 53–63. [ Links ]
Vercelheze, A.; Oliveira, A.; Rezende, M.; Muller, C.; Yamashita, F.; Mali, S. 2013. Physical Properties, Photo- and Bio-degradation of Baked Foams Based on Cassava Starch, Sugarcane Bagasse Fibers and Montmorillonite. Journal of Polymers and the Environment 21(1): 266-274. [ Links ]
* Corresponding author: E-mail rsiche@unitru.edu.pe (R. Siche).
Received December 22, 2015. Accepted May 17, 2016.
