











 Espanhol (pdf)
Espanhol (pdf)
 Artigo em XML
Artigo em XML Referências do artigo
Referências do artigo
 Enviar este artigo por email
Enviar este artigo por email Citado por SciELO
Citado por SciELO  Similares em
SciELO
Similares em
SciELO 
 Permalink
Permalink1. INTRODUCCIÓN
La planta de tratamiento de agua residuales (PTAR) Santa Clara produce lodo residual junto con el efluente tratado en su operación ininterrumpida. El lodo producido debe disponerse fuera de la planta debido a que ocupa espacio considerable. Este servicio es realizado por Empresas Operadoras de Residuos Sólidos que disponen de dicho residuo, originando costos adicionales para la planta. El costo de transporte del lodo es proporcional al volumen que este ocupa, por lo cual su reducción podría disminuir dichos gastos, la cual podría darse mediante la eliminación parcial o total de la cantidad de agua. La eliminación del contenido de humedad en el lodo mediante un proceso de secado a condiciones ambientales (energía solar) en Lima no es factible por el contenido de humedad relativa en la ciudad cercanos al 100% [1]. A lo anterior se suma que el espacio de almacenamiento de lodos en la ciudad de Lima va escaseando cada año [2]. Por consiguiente, el uso de un secador térmico dentro de la planta podría disminuir el problema.
La deshidratación de lodos residuales se ha venido realizando en distintas industrias con la posibilidad de su reutilización como fuente de nutrientes, dependiendo del nivel de higienización, contenido de metales y tipo de plantación donde se utilice [3]. El secado de lodos se realiza generalmente en plantas de tratamiento de agua de una forma pasiva mediante la simple exposición del lodo a los rayos solares en un lecho extenso cuando las condiciones ambientales son favorables [4] en caso contrario el secado mediante una fuente generadora de calor [5] es la alternativa viable para la realidad climática de la costa peruana por lo expuesto. La reutilización de lodo deshidratado para cultivos requiere que la carga microbiológica sea la menor posible y que no sobrepase lo especificado por la normativa ambiental. Por este motivo, también se requiere una cuidadosa selección de condiciones operativas en el secado como el tiempo de residencia, cantidad de carga de lodo suministrado al equipo, temperatura de operación y sistemas de transferencia de calor que puedan favorecer una eliminación óptima de contenido de humedad y disminución de Escherichia Coli y Huevos de Helmintos.
Estudios de secado térmico a nivel escala piloto e industrial son más escasos comparado con los de lecho de secado convencionales de estabilización [6], lo cual hace necesario la realización de estudios de campo a nivel piloto que permitan responder dichas inquietudes e incrementar la confiabilidad para futuros procesos a nivel industrial. En este contexto, la Agencia de Cooperación Internacional del Japón (JICA) instaló un equipo de secado convectivo a escala piloto para deshidratar lodos residuales salidos del proceso de centrifugado en la PTAR Santa Clara. Esta planta se localiza en el Puente Santa Clara, en el distrito de Ate Vitarte, en la ciudad de Lima, departamento de Lima - Perú. Pruebas experimentales en este secador piloto respondería la interrogante de su posible reutilización del lodo deshidratado en campos agrícolas siempre y cuando se garantice un contenido de Escherichia Coli y metales pesados según normativa nacional peruana [7].

2. ANTECEDENTES
La producción continua de lodos residuales es un foco infeccioso si no es tratado adecuadamente debido a la alta carga microbiana y olores fuertes. Esta realidad está en contra el derecho irrenunciable de la persona a vivir en un ambiente saludable según normativa peruana [8] y lineamientos dados por la Organización de las Naciones Unidas [9]. Adicionalmente, cada año se incrementan la cantidad de residuos sólidos en rellenos sanitarios en Lima y Callao [10], lo cual es alarmante y motivo para que se reutilicen nutrientes según políticas de economía circular [11]. A pesar de la problemática expuesta, el uso de tecnologías intensivas de deshidratación de lodos en plantas de tratamiento de aguas es de uso poco frecuente posiblemente por los costos energéticos asociados.
Es ampliamente conocido que la estabilización o higienización de lodos residuales puede ser realizada por digestión aeróbica o digestión anaeróbica con producción de metano [12]. El último sistema podría ser fácilmente confundido con un proceso térmico de secado de lodo, siendo numerosa la información al respecto tanto en investigaciones redactadas en inglés como en español. Este trabajo, sin embargo, analiza el uso de una tecnología de secado donde se abastece calor al lodo por medio de aire caliente, mediante transferencia de calor por convección dentro de un secador de tambor rotatorio en las condiciones operativas de la PTAR Santa Clara.
Estudios de secado convectivo de lodos residuales están siendo recientemente evaluados a escala laboratorio [13] y piloto [14]. El primer trabajo se enfocó tanto en la parte de análisis de la cinética de secado utilizando ecuaciones semiempíricas en un rango de temperatura entre 65°C y 80°C y velocidad de aire de 0.53 m/s y 0.83 m/s; mientras que la segunda investigación enfatizó en el efecto de la cantidad de carga de lodo en las características del lodo deshidratado. El segundo trabajo de investigación resalta las dificultades asociadas a la baja eficiencia en el mezclado del lodo dentro del equipo. Además, una revisión bibliográfica de distintos tipos de secados en lodo residual [15], explica el efecto positivo del adicionamiento de cal en el lodo antes o después del paso del lodo por el secador.
3. METODOLOGÍA
En esta investigación se realizaron experimentos a escala piloto dentro de la PTAR Santa Clara, siendo parte de los análisis realizados in-situ mientras que otros fueron analizados en laboratorios externos. Los resultados recolectados de análisis de laboratorio fueron comparados con la normativa nacional [7]. Las condiciones operativas del proceso fueron analizadas mediante un diseño experimental del tipo factorial simple, considerando temperatura y tiempo de secado a tres niveles por cada variable (32 tratamientos). Las variables, niveles y cantidad de tratamientos propuestos se presentan en la Tabla I, siendo la variable respuesta de estudio la humedad final a la cual llega el lodo. La elección de niveles de temperatura y tiempo fueron basados en pruebas preliminares a escala piloto. Pruebas preliminares también mostraron que a pesar de reducir el volumen del lodo considerablemente entre 20% y 30% de humedad, el contenido de Escherichia Coli prevalecía, las corridas sombreadas en la tabla anterior fueron realizadas mediante la adición de cal el cual subió el pH hasta valores de 12, evitando la presencia de Escherichia Coli. Si bien es cierto que la cal puede añadirse antes o después de ingresar el lodo al secador convectivo, esta investigación consideró más factible la adición de cal en el lodo antes de su ingreso al secador convectivo para así facilitar su mezcla en la tolva de mezclado antes de su ingreso al horno rotativo.
TABLA I Esquema experimental factorial de las corridas realizadas en el secador piloto de la PTAR Santa Clara
| Tratamiento | Temperatura (T) [°C] | Tiempo del proceso (t p ) [minutos] | Variable de respuesta (Y) | Cantidad de carga inicial [kg] | Repeticiones realizadas |
| 1 * | 120 | 20 | Y 1 | 20, 20, 20 | Triplicado |
| 2 | 120 | 40 | Y 2 | 200, 20, 20 | Triplicado |
| 3 | 120 | 60 | Y 3 | 200 | Una medición |
| 4 * | 150 | 20 | Y 4 | 20 | Una medición |
| 5 | 150 | 40 | Y 5 | 200 | Una medición |
| 6 * | 150 | 60 | Y 6 | 40 | Una medición |
| 7 | 200 | 20 | Y 7 | 200 | Una medición |
| 8 * | 200 | 40 | Y 8 | 40, 20 | Duplicado |
| 9 * | 200 | 60 | Y 8 | 20 | Una medición |
Nota: Tratamientos experimentales donde se adicionó Ca(OH) 2 en el lodo residual antes de su ingreso al secador
Inicialmente se consideró realizar un solo experimento por cada tratamiento experimental; sin embargo, tres repeticiones fueron realizadas en tres experimentos para mostrar la repetibilidad de la data recolectada. Aunque las repeticiones experimentales no fueron realizadas en todos los tratamientos debido al consumo energético por cada corrida, las repeticiones en algunos experimentos pueden considerarse suficientes para tener un rango de variabilidad en los demás tratamientos. Las cantidades de carga inicial de lodo añadido al secador que era alimentando continuamente al horno fue de 20kg, 40kg y 200 kg.
3.1 SELECCIÓN DE LA CANTIDAD DE CAL ADICIONADA
La determinación de la cantidad de cal hidratada se realizó mediante la adición de distintas cantidades de cal al lodo residual. Durante estas pruebas, las variables de temperatura [°C] y pH fueron medidas en todas las muestras a distintos tiempos hasta un tiempo bastante largo de varios días para corroborar estabilidad de dicha variable en la muestra y garantizar la ausencia de fermentación orgánica. Las pruebas experimentales se realizaron en dos etapas: primero en 9 vasos de precipitado de 250 mL (200 g de lodo) para decidir un primer rango de concentración, y una segunda etapa en 5 vasos de precipitado de 2L (1.5 kg de masa total de muestra incluyendo cal hidratada) para decidir la mínima cantidad necesaria en la cual el pH se mantiene a un valor constante, utilizando un mayor tiempo de monitoreo. En la primera prueba realizada a pequeña escala, en la muestra 1 no se colocó la cal hidratada (blanco), mientras que las demás muestras se utilizaron 2.5%, 5%, 10%, 15%, 20%, 25%, 30% y 35% (porcentaje en peso de cal/peso de lodo). En la segunda prueba se analizó una muestra en blanco (sin cal) y cuatro muestras adicionales con 2.5%, 5%, 10% y 15% de cal con respecto al peso del lodo usado. La medición de pH y temperatura fue realizada durante distintos intervalos de tiempos con un sensor HACH q40 multiparámetro calibrado con soluciones de pH conocidos de 7, 4.01 y 10.01 de la misma compañía HACH.
3.2 PROCEDIMIENTO DE SECADO DE LODO EN PLANTA PILOTO
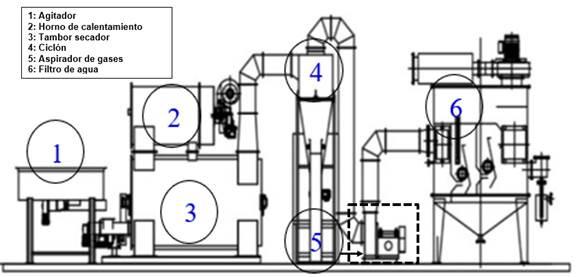
La Figura 2 muestra el sistema de secado conformado por diversas subpartes que operan de forma semicontinua, en el que el sólido húmedo procedente de las centrífugas es alimentado. El tiempo de permanencia de la muestra durante el secado se reguló mediante la velocidad de giro del tornillo de alimentación (20 min, 40 min, y 60 min). El secador piloto está conformado por (1) Dosificador de lodos, (2) EL cilindro secador, (3) El caldero de calor, (4) El aspirador ciclónico y la cadena de extracción del producto, (5) El extractor de gases, (6) Filtro de agua. En este sistema el horno de calentamiento y secador, en el primero transfiere calor por convección al segundo, que mantiene una temperatura promedio de 275 °C. El colector de polvo ciclónico es un cono ciclónico donde las partículas más pesadas caen a una tolva, cilindro de recolección de lodo tratado, y las partículas más livianas, así como el aire caliente son succionados por el ciclón. Los lodos tipo polvo más pesados caen a un tornillo sin fin, que luego transporta los lodos secos hasta un recipiente para su almacenamiento temporal (cilindro).
3.3 RECOLECCIÓN Y ANÁLISIS DE MUESTRAS
La data experimental fue obtenida dentro de la planta en el caso de monitoreo del lodo utilizado durante las pruebas de secado, y en laboratorios externos donde análisis instrumentales avanzados fueron necesarios. Dentro de los análisis realizados en planta tenemos la medición de pH, humedad, y contenido de volátiles; mientras que los análisis de metales, nutrientes y microbiológicos fueron realizados por laboratorio externo ALAB (Analytical Laboratory E.I.R.L). Las muestras de lodo húmedo fueron tomadas en cuatro puntos distintos del agitador durante el mezclado del lodo húmedo previo a su ingreso al secador. Las muestras de lodo deshidratado eran recolectadas de la salida del tornillo sin fin. La muestra de lodo húmedo deshidratado era recolectada 10 minutos después el producto empezaba a salir del equipo. Las muestras se recolectaron con guantes de látex utilizando frascos de vidrio de 500 mL sellados y debidamente rotulados.
3.3.1 MEDICIÓN DE pH
Un medidor multiparámetro HACH HQ40d, y calibrado el mismo día antes de cada medición con soluciones tampón de la empresa HACH de pH 7.00 ± 0.02, 4.01 ± 0.02, y 10.01 ± 0.02 fue utilizado. La medición de pH fue realizada en el lodo inicial antes de ingresar al sistema de secado y en el lodo final que sale del secador. La metodología de medición utilizada se basó en trabajos similares en biosólidos [18], donde se disolvió en cada medición un gramo de muestra en 20 mL de agua destilada, hasta obtener una dispersión homogénea.
3.3.2 DETERMINACIÓN DE HUMEDAD EN EL LODO
El contenido de agua fue determinado en el lodo antes y después del proceso de secado que consistió en ingresar la muestra en un horno a 103°C - 105°C hasta alcanzar un peso constante [19]. La estufa utilizada fue uno convectivo de marca Quimis® y la muestra fue pesada a distintos tiempos en una balanza analítica marca KERN, modelo: ABJ 220-4NM de 0.1 mg de precisión hasta llegar a una temperatura constante. Muestras de 5 gramos llegan a peso constante en tres horas aproximadamente.
3.3.3 DETERMINACIÓN DE SÓLIDOS VOLÁTILES
El contenido de sólidos suspendidos volátiles se determinó a una temperatura de 550°C (SMEWW, 1999), en la cual se consideró un tiempo 30 minutos en vez del rango entre 15 minutos a 20 minutos para garantizar una completa eliminación de contenido orgánico en todas las muestras. Esta operación fue realizada en una mufla de programación automática de marca QUIMIS®. Las muestras sacadas del equipo fueron colocadas en una campana de desecación para evitar que adsorban humedad, y finalmente fueron pesadas a temperatura del medio ambiente.
3.3.4 ANÁLISIS DE NUTRIENTES Y METALES
El contenido de nutrientes y metales fue realizado en una muestra composito proveniente de todas las muestras de lodo deshidratadas sacadas de las corridas experimentales realizadas. Estos análisis fueron realizados en laboratorio externo, ALAB (Analytical Laboratory E.I.R.L.) con la finalidad de analizar las ventajas y desventajas del uso del lodo deshidratado en el cultivo. La cuantificación de Nitrógeno total fue realizada mediante la Norma Mexicana 021-AS 08 y Métodos Standard para la Examinación de Agua y Efluente: Parte 4500 NH 3 -D, 4500 NO 2 B y 4500 NO 3 - E [19], cloruro mediante normativa NTE INEN y los metales junto los otros nutrientes distintos al nitrógeno fueron considerados analizados mediante normativa EPA (Inductive Coupled Plasma).
3.3.5 ANÁLISIS MICROBIOLÓGICO
La determinación de Escherichia Coli y la cantidad de Huevos de Helmintos se determinaron recolectando la muestra y enviando a laboratorio externo el mismo día de procesado de la muestra en planta piloto. La determinación de Escherichia Coli fue realizada según la normativa standard [19], mientras que los Huevos de Helmintos se realizó según la Norma Oficial Mexicana 004 - SEMARNAT [20]. La recolección de la muestra fue realizada siguiendo el protocolo y materiales brindados por el laboratorio de análisis externo ALAB Analytical Laboratory, recolectando muestras de lodo residual en la entrada y salida del secador piloto. Este protocolo consistió en recolectar las muestras usando guantes estériles brindados por el laboratorio, uso de recipientes de tapa hermética, almacenamiento de las muestras en refrigeración a 4°C, y envío de las mismas al centro de análisis durante el mismo día de recolección.
4. ANÁLISIS DE RESULTADOS
4.1. CARACTERÍSTICAS DEL LODO RESIDUAL
La Figura 3 muestra una composición proximal promedio de muestras tomadas de cada uno de los tratamientos realizados en planta piloto. Esta figura muestra claramente que el lodo entrante al secador contiene una humedad de 85.90% a pesar del espesamiento realizado previamente en la centrífuga. La cantidad de sólidos no volátiles, representando las sustancias inorgánicas como metales no puede considerarse despreciable, y sugiere un análisis de metales en caso de la reutilización del lodo deshidratado para cultivo. Estos valores presentados son promedios obtenidos en cada corrida experimental, indicando una desviación estándar menor al 2.50% y, por ende, una comparación confiable entre experimentos realizados en distintos días. La presencia de material fermentable podría estar relacionada directamente a la cantidad de sólido suspendidos volátiles, sugiriendo una mayor probabilidad de proliferación de Escherichia Coli u otro tipo de microorganismos. Esta investigación no realizó una cuantificación en laboratorio del contenido de material fermentable en la muestra, sin embargo, se conoce que su descomposición a temperaturas elevadas (digestión anaeróbica) está asociada a la presencia de moléculas orgánicas [6].
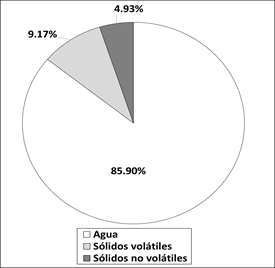
Fig. 3 Composición promedio del lodo calculado de los datos promedios de humedad y contenido de volátiles
El contenido de humedad promedio es muy parecido a lo citado en estudios donde inclusive el porcentaje de humedad puede llegar a 94% después de pasar el lodo residual por los espesadores [21]. El porcentaje promedio obtenido en esta investigación es similar a 67.06% citado en un estudio de deshidratación de lodo residual [21].
4.2 SELECCIÓN EXPERIMENTAL DEL CONTENIDO DE Ca(OH)2
La Figura 4 demuestra que poca cantidad de Ca(OH) 2 es necesaria para aumentar el nivel de pH a niveles mayores a 12 en las pruebas realizadas en vasos de precipitado de 250 mL, obteniéndose que la adición del 2.44% de este compuesto químico con respecto a la masa total es suficiente para sobrepasar el pH 12. Estas mediciones se realizaron durante el intervalo de una hora mostrando valores cercanos a pH 13. Es también visible que el pH medido mediante disolución del lodo en agua destilada es mucho mayor que el medido directamente, debiéndose posiblemente a la dispersión de sustancias básicas en la disolución provenientes de la muestra.
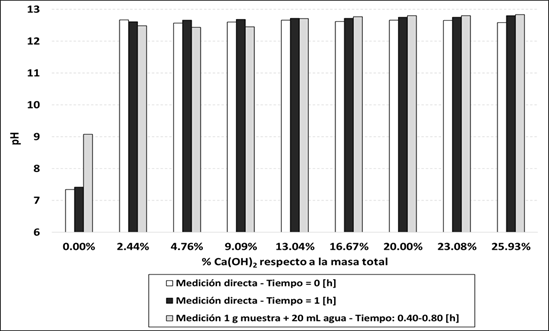
Fig. 4 Medición de pH del lodo residual utilizando distintas cantidades de Ca(OH)2 en vasos de 250 mL, considerando un tiempo de hasta una hora
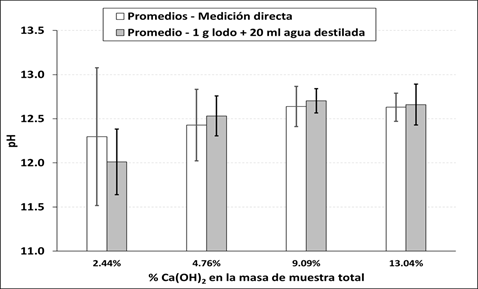
Los primeros cinco casos presentados en la Figura 4se usaron en pruebas con mayor contenido de lodo expuestas al ambiente durante intervalos de tiempo de hasta 17 horas, lo cual se muestra en Figura 5. En este experimento 6 mediciones de pH fueron realizadas y la desviación estándar de dichas mediciones es representado en las barras de error. La muestra sin adición de Ca(OH) 2 (blanco) no es mostrada en el Figura 5, pero su pH se mantuvo alrededor de 7.36 y 8.25 (24°C a 27.5°C). La adición de 2.44% y 4.76% de la cal hidratada en el lodo residual aún resulta insuficiente debido a la variabilidad de la data representada en las barras de error, siendo la concentración de 9.09% la primera en la que el pH se mantiene más estable. Asimismo, las mediciones directas (inmersión de la probeta en el lodo) y aquellas mezcladas con agua destilada son similares siendo la segunda la que proporciona menos desviación estándar. Las mediciones realizadas con esta segunda metodología permitieron corroborar que el pH de lodo inicial encalado llegó a valores entre 12.24-12.76 (26.3°C-28.5°C), mientras que las muestras deshidratadas tuvieron un pH en un rango de valores parecido entre 12.21 y 12.38 de pH (26.8°C-28.4°C). El porcentaje de cal hidratada con respecto a la masa total de alimentación es parecido a la de 10% de CaO citada en trabajos anteriores [6].
4.3 CONTENIDO DE HUMEDAD ALCANZADO DESPUÉS DE LA DESHIDRATACIÓN
La figura 6muestra que la humedad final de la muestra deshidratada alcanzó un nivel mínimo de 17.74%, siendo las muestras no encaladas deshidratadas a menor temperatura (120°C) las que presentaron menores niveles de deshidratación. En esta figura se aprecia que el encalado inicial del lodo antes de su ingreso al horno permite obtener mayores niveles de deshidratación inclusive operando a menores temperaturas y tiempos de permanencia del lodo residual dentro del equipo (120°C, 20 min y 40 min). Asimismo, la mayor variabilidad se obtuvo en la muestra no encalada que fue procesada a 120°C y 40 minutos, pudiéndose explicar en parte a las distintas cantidades de carga inicial que fueron alimentadas al horno, los cuales fueron 200 Kg (46.65% humedad final), 20 Kg (30.97%) y 20 Kg (30.04%). Esta observación es importante porque indica que la cantidad de carga inicial alimentada al horno podría disminuir la eficiencia del secador, explicándose por el aumento de espesor de capa dentro de las paredes del horno y subsecuente disminución de la eficiencia de transferencia de calor. Por otro lado, los tiempos de permanencia del lodo dentro del equipo tuvieron un efecto menos relevante que las temperaturas de operación seleccionadas en la TABLA I.
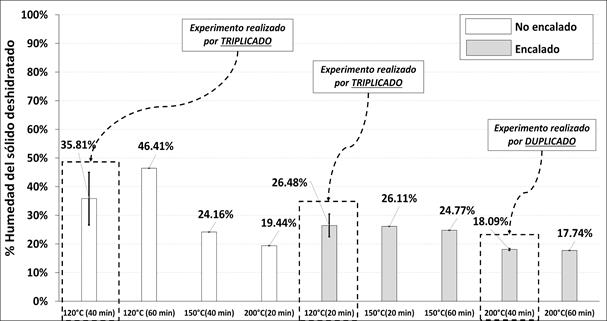
Fig. 6 Porcentaje de humedad final alcanzada en cada una de las condiciones operativas (temperatura y tiempo) del secador, indicando la cantidad de réplicas experimentales utilizadas.
El contenido máximo de sólidos alcanzado después de la deshidratación fue de 82.26% según la Figura 6, el cual es cercano al alcanzado en estudios similares donde se reporta un contenido de sólidos entre 88% y el 96% [16]. Adicionalmente otra investigación reporta que la obtención de un contenido de sólidos secos puede ser mayor a 95% cuando el rango de temperatura se encuentra entre 420°C y 650°C en un tambor rotacional, utilizando una retención típica entre 10 y 30 minutos [21]. Es importante mencionar que la cantidad de carga inicial en cada tratamiento podría afectar el contenido de humedad alcanzada. Sin embargo, en esta investigación se consideró que dicha variable no afectaba significativamente debido a que el ingreso del lodo desde la tolva de alimentación hacia el horno y su salida desde el horno al ciclón se realizaban como un flujo continuo. Asimismo, la adición aleatoria de cal en distintos experimentos podría considerarse como un factor adicional en futuras investigaciones.
4.4 REDUCCIÓN DE ESCHERICHIA COLI
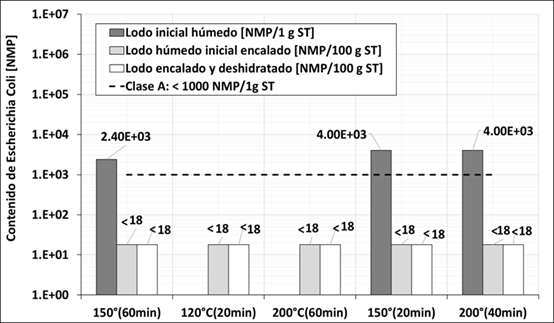
Inicialmente se supuso que las altas temperaturas utilizadas dentro del secador y la eliminación de aproximadamente el 80% de contenido de humedad podrían ser suficientes para disminuir el contenido de Escherichia Coli presentes en la muestra inicial sin la necesidad de adicionar cal hidratada. Sin embargo, todos los experimentos no encalados no presentaron ninguna disminución en el contenido de Eschericha Coli como se muestra en la Figura 7. Estos resultados sugirieron durante el desarrollo experimental que el encalado en las muestras de lodo residual es necesario para disminuir el contenido de E. Coli por debajo de lo requerido por la normativa nacional peruana (1000 Número más probable/1g de materia seca) como se muestra en la Figura 8. Adicionalmente, la presencia de Huevos de Helmintos no fue detectada en ninguna de las muestras de lodos húmedos ni deshidratados. Por otro lado, aunque la presencia de Huevos de Helminto no fue detectada antes del secado térmico, se decidió medir su presencia también en la muestra deshidratada para corroborar resultados. La ausencia de Huevos de Helminto deberse a que la composición inicial del lodo residual no cumple con las condiciones favorable para la aparición de este microorganismo específicamente.
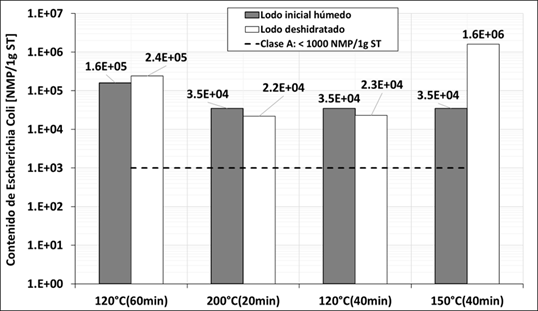
Nota:El término NMP/1g ST se refiere a: Número más probable/ 1 gramo de Materia seca (ST)
Fig. 7. Contenido de Escherichia Coli en el lodo húmedo y deshidratado, sin adición de cal al inicio de la operación, comparado con Clase A del DS 015 - 2017
La Figura 8 indica claramente que ni la temperatura o el tiempo de residencia presentan tienen un efecto en la disminución del contenido de E. Coli, mientras que la adición de Ca (OH) 2 en el lodo residual húmedo en el tanque de agitación es clave para la higienización de éste.
4.5 CONTENIDO DE NUTRIENTES PRESENTES EN EL LODO DESHIDRATADO
La tabla IImuestra la composición de nutrientes en el lodo deshidratado (encalado), con cantidades significativas de la mayoría de nutriente a excepción del contenido de cloruro. El contenido elevado de calcio se relaciona con la adición de cal hidratado durante el procesamiento. En esta tabla la concentración del Carbono Orgánico Total obtenido se encuentra dentro del rango entre 408.87 g/kg a 447.66 g/kg en muestras con contenidos de humedad entre 36% y 10%, respectivamente [4].
TABLA II Composición de elementos no metálicos en muestra deshidratada
| ENSAYO | UNIDAD | RESULTADOS | UNIDAD | RESULTADOS | |
|---|---|---|---|---|---|
| Carbono Orgánico Total | % | 14.96 | g/kg | 149.6 (*) | |
| Cloruro | % | < | 0.10 | g/kg | < 1.00 (*) |
| Nitrógeno Total | % | 1.29 | g/kg | 12.90 (*) | |
| Azufre | mg/kg | 5,775 | - | - | |
| Magnesio | mg/kg | 4,914 | - | - | |
| Fósforo | mg/kg | 4,887 | - | - | |
| Potasio | mg/kg | 2,149 | - | - | |
| Calcio (**) | mg/kg | 156,168.00 | - | - | |
Nota: (*) Los datos fueron convertidos a sus equivalentes en g/kg para su comparación con referencias.
4.6 CONTENIDO DE METALES PRESENTES EN EL LODO DESHIDRATADO
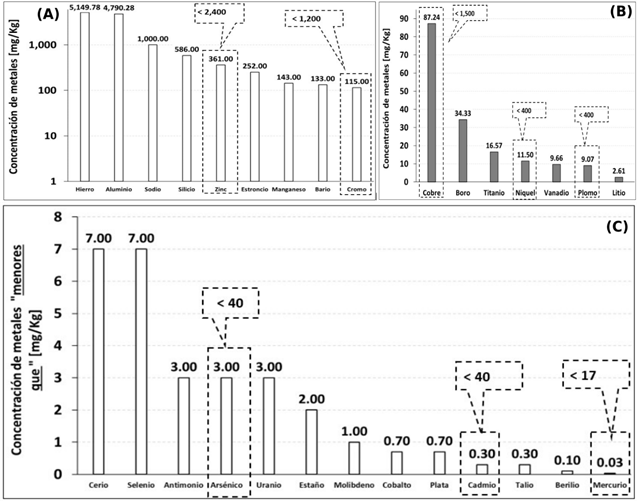
Las Figura 9A., Figura 9B. y Figura 9C. presentan la concentración de metales presentes ordenados de mayor o menor. La concentración de metales se encuentra por debajo de los límites máximos de los parámetros de toxicidad química en biosólidos de Clase A y de Clase B [7]. Estos resultados son satisfactorios y dan luz verde para que el lodo deshidratado y previamente encalado pueda utilizarse como fuente de nutrientes para la agricultura. Otros elementos como el molibdeno y selenio presentan valores que son menores a los límites máximos (75 mg/Kg y 100 mg/kg) permitidos para su aplicación en el campo [17]. Sin embargo, la presencia de metales podría ser disminuida si los efluentes provienen de plantas residuales industriales y domésticas fuesen clasificados antes de su tratamiento. Si bien es cierto el contenido de metales está dentro de lo que indica la norma, los riesgos potenciales de su aplicación en cultivos debe ser analizado en investigaciones posteriores para asegurar la inocuidad del producto alimentario.
CONCLUSIONES
El secado del lodo residual a distintos tiempos (20 minutos, 40 minutos y 60 minutos) en cada una de las temperaturas utilizadas (120°C, 150°C y 200°C) presentaron rangos de humedad final en el lodo de 26.48% a 46.41%, 24.16% a 26.11%, y 17.74% a 19.44%, respectivamente según la Fig.6. Esto sugiere que el tiempo de permanencia del lodo dentro del secador (20 minutos a 60 minutos) tiene una menor influencia comparado a la temperatura de operación (especialmente a 150°C y 200°C) en la humedad final alcanzada en el lodo deshidratado. El secado a 120°C presenta mayor variabilidad en los porcentajes de humedad promedio alcanzado a distintos tiempos de secado, sin embargo, se puede observar en la Figura 6 que los tres valores se superponen considerando la barra de error estimada proveniente de la desviación estándar de réplicas experimentales. Por consiguiente, estudios posteriores en condiciones similares podrían parametrizar al tiempo de permanencia del lodo dentro de 40 minutos o 60 minutos y enfocar mayores esfuerzos en el estudio del rango de temperatura. No se recomienda el uso de 20 minutos debido a que a esta temperatura se obtuvo un mayor porcentaje de humedad después del secado a 150°C y 200°C. La obtención de un porcentaje de humedad en el lodo menor al que se presenta en esta investigación (17.74% humedad a temperatura de 200°C y 60 minutos) amerita un estudio de otras variables como la cantidad de carga de lodo alimentada al equipo.
El monitoreo exhaustivo antes y después de la deshidratación del lodo residual en la concentración de Escherichia Coli y Huevo de Helmintos permitió concluir que la primera variable es la que demanda mayor atención por su valor elevado, mientras que la segunda cumple con los requisitos establecidos por la normativa peruana inclusive sin tratamiento térmico. La adición de cal hidratada al lodo fue necesaria para poder estabilizarlo y utilizarlo como fuente de nutrientes en el cultivo.
La reutilización del lodo deshidratado como fertilizante en cultivos podría ser una opción viable por la presencia de nutrientes (N, P, Mg, C y K) que contiene la muestra según lo dicha la tabla II, pero el contenido excesivo de algunos metales sugiere cambios generales en la planta de tratamiento de aguas actualmente. Una alternativa de reutilización del lodo deshidratado podría considerar el uso de algún cultivo de absorción selectiva de compuestos que evite los metales.
Los resultados sobre el tratamiento y la caracterización de los lodos abren la puerta a investigar sobre la posibilidad de usar estos lodos deshidratados para promover la economía circular y disminuir la contaminación.

