










 Spanish (pdf)
Spanish (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mail Cited by SciELO
Cited by SciELO  Similars in
SciELO
Similars in
SciELO  uBio
uBio 
 Permalink
Permalink
Introducción
El jengibre (Zingiber officinale) es una de las especias más usadas a nivel mundial y su producción global se estima promedio de 100 mil toneladas anuales en peso seco. Los países productores son: China, India, Japón, Indonesia, Australia, Nepal, Nigeria y Tailandia, de los cuales India es el principal productor y consumidor, entre 6,55 x 105 toneladas anuales (An et al. 2012; An et al. 2019). En Perú la producción anual de jengibre fresco a nivel nacional es de 18.5 mil toneladas en Junín, en las provincias de Chanchamayo y Satipo (MINAGRI, 2021). Osae et al. (2019) mencionan que el jengibre posee propiedades medicinales, alivia el dolor de cabeza, migraña, espasmos musculares, indigestión y síntomas de resfriado común. El jengibre está compuesto de 50-70% de carbohidratos, 6-7% de lípidos, 4-7.5% de oleorresina, 2-3% de aceite volátil (Sánchez & Romero, 2009). Además, contiene un alto porcentaje de humedad, entre 85% a 95%, lo cual facilita un deterioro acelerado por contaminación microbiana (An et al., 2019).
Los métodos de conservación de alimentos son el secado solar, secado con aire forzado (bandejas), secado a través de microondas, liofilización y deshidratado osmótico (DO) (García-Toledo et al., 2015). Berk (2018) menciona que el secado consiste en eliminar el agua del alimento mediante la evaporación. Sin embargo, estos métodos presentan dificultades: el secado solar necesita una exposición extensa a un ambiente no controlado, exponiéndose a una alta contaminación microbiana. En el secado con aire forzado (bandejas) y en microondas los alimentos al ser expuestos a altas temperaturas presentan pérdidas de nutrientes (García-Toledo et al., 2015); el liofilizado es costoso y además en alimentos crudos cambia el sabor y apariencia (Ghafoor et al., 2020).
A diferencia de los métodos anteriormente mencionados el DO consiste en eliminar parcialmente el agua de los tejidos vegetales mediante la inmersión en soluciones hipertónicas de azúcar o sal (An et al., 2012). Porciuncula et al. (2013) indican que el DO es una tecnología ampliamente estudiada, por los fenómenos y mecanismos involucrados, pues las membranas celulares de los alimentos no son iguales y perfectas. Estudios previos en tubérculos como papa, yuca y camote realizados, se enfocaron en la temperatura de la solución, la concentración de sacarosa y/o cloruro de sodio del medio osmótico, tiempo de inmersión, concentración de sacarosa versus velocidad de agitación y relación materia-solvente (Fan et al., 2019; Su et al., 2021). En jengibre, se evaluaron los efectos de tiempo de inmersión frente a la temperatura, concentración de la solución y la relación entre la solución y el alimento (García-Toledo et al., 2015 & An et al., 2012). Cabe mencionar que factores como tiempo, tipo de materia prima, velocidad de agitación (RPM), temperatura, facilitan la deshidratación del producto, sin embargo, depende de la matriz del alimento el definir la velocidad del DO (Porciuncula et al, 2013). Por ello, el objetivo de esta investigación fue evaluar el efecto de la temperatura y la velocidad de agitación respecto a la pérdida de agua, pérdida de peso y ganancia de sólidos en el deshidratado osmótico de jengibre.
Materia Prima
Se adquirió jengibre (Zingiber officinale) en estado fresco en la ciudad de Juliaca, Perú. Su contenido de humedad inicial fue de 84.33 ± 0.46 %.
Metodología Experimental de la Deshidratación Osmótica (DO)
Se realizó según la metodología de García-Toledo et al., (2015) con modificaciones. El jengibre fue lavado, secado y pelado manualmente, luego se realizaron cortes en cubos de 0.4 cm de diámetro. Se preparó como agente osmótico una solución de sacarosa al 60% para cada tratamiento, la relación muestra/solvente fue de 1:16 (p/p). Los experimentos se llevaron a cabo combinando la temperatura del soluto y la velocidad de agitación, de 26°C a 30 rpm, 26°C a 80 rpm, 46°C a 30 rpm, 46°C a 80 rpm y 36°C a 50 rpm, respectivamente. Para el proceso del deshidratado se utilizó agitador (VELP Scientifica, JLT6 flocculation Tester, Italia) con seis paletas con control de tiempo y velocidad. Para mantener la temperatura se adaptó un sistema de baño maría de mantenimiento de calor al equipo (dato suplementario 1), conectado a una bomba de 0.1 HP (UTILITYPUM PAS-304-115V/ 60HZ,0.1HP, TRUPOW, China). Posteriormente, se pesaron 50 g de cubos de jengibre y se sumergieron en la solución osmótica en intervalos de 15 min; se dejaron escurrir y se enjuagó con agua desionizada, luego se eliminó el agua de la superficie con papel toalla y posteriormente se pesó. Este proceso se realizó ocho veces por un tiempo de 120 min, en cada intervalo de tiempo se retiraron 03 g de muestra para determinar la humedad. Se repitió el proceso para cada tratamiento y en triplicado. Posteriormente se consideró el promedio.
Análisis Fisicoquímico
Determinación de Parámetros Físicoquímicos de Jengibre Fresco y Deshidratado
Para el análisis físicoquímico se utilizó el método estándar internacional (AOAC, 2005) para determinar la humedad (AOAC - 931.04), pH (AOAC - 981.12, método potenciómetro), el porcentaje de acidez titulable (AOAC - 942.15) y los sólidos solubles (AOAC - 932.12). Todos los análisis se realizaron por triplicado.
Determinación de Transferencia de Masa
La cinética de transferencia de masa en cuanto a temperatura y la velocidad de agitación, se calcularon por medio de pérdida de peso (PP%), contenido de sólidos solubles o totales (TS), pérdida de agua (PA%), ganancia de sólidos (GS); se determinaron con las ecuaciones 1, 2, 3, 4 y 5 (Rocca & Mascheroni, 2010).
En donde:
En donde:
H (%) = Porcentaje de humedad para determinado tiempo, t (%).
En donde:
TSº= Contenido de sólidos totales iniciales.
TS = Contenido de sólidos totales para un determinado tiempo, t (°).
En donde:
STº = Contenido de sólidos inicial.
ST = Contenido de sólidos para determinado tiempo, t (°).
PP = Pérdida de peso (%).
Determinación de Difusividad Efectiva
La difusividad efectiva se calculó con la segunda ley de Fick (Mosquera et al., 2019).
En donde:
Mo = Humedad inicial (g/g Dmi).
M = Humedad al tiempo t (g/g Dmi).
Me = Humedad en equilibrio (g/g Dmi).
D = Difusividad efectiva (m2/s).
X = Longitud o espesor del jengibre (cm).
t =Tiempo al tiempo t (min).
Análisis Estadístico
Los resultados se expresaron como promedio ± desviación estándar (DE). El análisis estadístico buscó evaluar el efecto de los parámetros empleados sobre la PA, PP y GS durante la deshidratación osmótica, empleando el software STATISTICA 7 (StatSoft Inc., Tulsa, OK, EE. UU.). Se establecieron diferencias significativas de p ≤ 0,05.
Resultados y Discusiones
Características Fisicoquímicas de Jengibre Fresco y Jengibre Deshidratado
En la Tabla 2 se observa que la muestra control posee una humedad de 84.33%, pH 6.62, acidez 0.05% y sólidos solubles 5.93 °brix. Acuña & Torres (2010) y Limache (2017) reportaron datos similares de humedad de jengibre (85.35 al 86.5%). Además, Espinoza (2013) y Rojas (2017) presentaron valores de pH del 5.30, 3.7 a 4.2 respectivamente y sólidos solubles de 4.50 a 12 °brix. Este último reportó datos de acidez de 0.04% a 0.68. Los resultados son similares a los determinados, sin embargo, las diferencias se explican por el grado de madurez, variedad, tamaño, calidad y procedencia.
Tabla 2 Análisis fisicoquímico de jengibre fresco (control), jengibre deshidratado y el soluto después de 120 minutos de proceso de DO
| Temperatura (°C) | Velocidad de agitación (rpm) | Humedad (%) | pH | Acidez (Ac. cítrico %) | °Brix |
|---|---|---|---|---|---|
| Control | 84.33 ± 0.46 | 6.62 ± 0.04 | 0.05 ± 0.00 | 5.93 ± 0.58 | |
| 26 | 30 | 58.73 ± 2.67 | 5.27 ± 0.21 | 0.06 ± 0.00 | 33.86 ± 0.70 |
| 26 | 80 | 58.11 ± 0.74 | 3.89 ± 0.10 | 0.14 ± 0.03 | 31.46 ± 20 |
| 46 | 30 | 49.18 ± 0.85 | 4.09 ± 0.14 | 0.10 ± 0.03 | 33.4 ± 1.21 |
| 46 | 80 | 52.70 ± 0.90 | 4.42 ± 0.09 | 0.06 ± 0.01 | 35.16 ± 0.20 |
| 36 | 50 | 57.38 ± 0.77 | 4.22 ± 0.24 | 0.05 ± 0.02 | 33.93 ± 0.64 |
| 36 | 50 | 57.57 ± 0.82 | 3.92 ± 0.02 | 0.09 ± 0.01 | 33.76 ± 0.49 |
El tratamiento de 46 °C a 30 rpm presentó mayor pérdida, con un 35% respecto a la muestra control, García-Toledo et al. (2015) indican que la humedad disminuye cuando se aplica altas temperaturas, aplicando 40 y 70°C obtuvieron resultados de 34.15% y 58.66% respectivamente. El pH del tratamiento a 26 °C a 30 rpm descendió ligeramente de 6.62 a 5.27, los tratamientos de 26°C a 80 rpm y 36 °C a 50 rpm reportaron valores más bajos de pH del 3.89 y 3.92 respectivamente. Espinoza (2013) y Rojas (2017) reportaron valores similares de pH para jengibre fresco de 5.30, 4.2 al 3.7, indicando que a temperaturas bajas el pH se mantiene, sin embargo, la velocidad de agitación alta influye en el cambio de pH del producto final ya que a 46°C y 30 rpm se reportó mayor cambio.
La acidez fue de 0.05% al 0.14%, según la NOP- USDA, (2013) estos valores oscilan entre 0.05% al 0.08%. Los tratamientos de 26°C a 80 rpm y 46°C a 30 rpm reportaron resultados fuera del rango, con valores de 0.14% y 0.10% respectivamente, lo que indica que a menor temperatura y mayor velocidad de agitación y viceversa, ocurren cambios más evidentes en la acidez final del producto.
Los sólidos solubles del tratamiento a 46 °C y 80 rpm presentaron un incremento de hasta 35.16 °Brix, García-Toledo et al. (2015) reportaron valores similares indicando que altas temperaturas y mayor velocidad de agitación favorecen el incremento de sólidos; además, la concentración es un factor importante debido a que a 35 %, 50 % y 65 % obtuvieron incrementos en sólidos solubles de 25.27, 27.30 y 32.53 de °brix respectivamente.
Transferencia de Masa Pérdida de Peso (Pp%), Pérdida de Agua (Pa%), Ganancia de Solidos (Gs%) y Difusividad (De)
En la Tabla 3 se observa que los valores de PA% fueron superiores a los valores de GS%, sin embargo, los resultados de PP% fueron menores que PA% y GS%. Estos resultados son similares a los obtenidos por Pereira de Siqueira et al., (2019) para PA% y GS% en jengibre deshidratado con solución de azúcar. Silva et al., (2014) y Barbosa et al., (2013) mencionan que valores bajos de GS% en la DO son deseables, ya que cuando los valores de GS% son más elevados que los valores de PA%, mayor es la modificación de las características del producto final.
Tabla 3 Determinación de pérdida de peso, pérdida de agua, ganancia de sólidos y difusividad en 120 minutos de jengibre deshidratado
| Temperatura (°C) | Velocidad de agitación (rpm) | PP (%) | PA (%) | GS (%) | De [m2/s] |
|---|---|---|---|---|---|
| 26 | 30 | 9.28 ± 0.64 | 31.05 ± 0.37 | 21.76 ± 0.26 | 5.20 x10-4 ± 0.00 |
| 26 | 80 | 9.52 ± 1.02 | 31.46 ± 0.59 | 21.95 ± 0.43 | 4.39 x10-4 ± 0.00 |
| 46 | 30 | 12.32 ± 0.54 | 41.04 ± 0.26 | 28.72 ± 0.27 | 5.95 x10-6 ± 0.00 |
| 46 | 80 | 11.94 ± 0.26 | 37.73 ± 0.13 | 25.78 ± 0.12 | 2.38 x10-5 ± 0.00 |
| 36 | 50 | 10.61 ± 0.26 | 32.84 ± 0.15 | 22.23 ± 0.11 | 2.11 x10-4 ± 0.00 |
| 36 | 50 | 11.72 ± 0.59 | 33.25 ± 0.34 | 21.53 ± 0.25 | 3.38 x10-4 ± 0.00 |
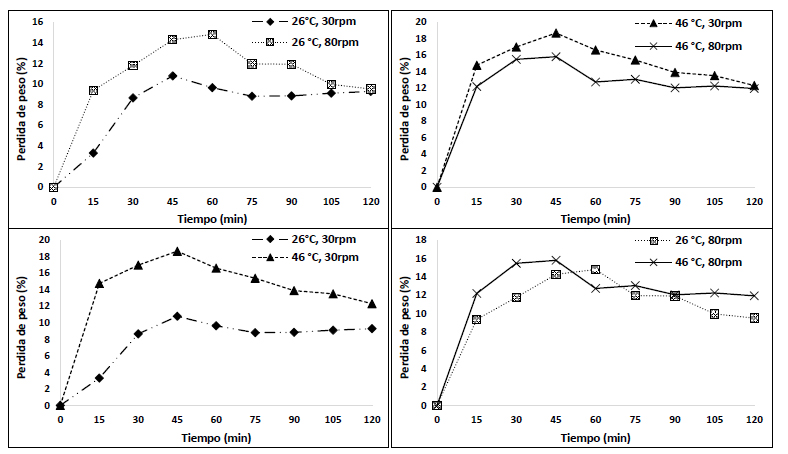
Cinética de Pérdida de Peso (PP%)
Se observa una mayor pérdida de peso del 12.32% con el tratamiento de 46°C a 30rpm (Tabla 3); en contraste, con el tratamiento de 26°C a 30 rpm se obtuvo una menor pérdida de peso (9.28%) evidenciándose que a mayor temperatura más pérdida de peso. Según Mundada et al., (2010) explican, el aumento de temperatura disminuye la viscosidad de la solución osmótica, disminuye también la resistencia externa a la transferencia de masa en la superficie del producto; y así facilita la salida de agua con altas tasas de difusión de soluto en la muestra. Dávila y López (2005) informan que la pérdida de agua está estrechamente relacionada con la pérdida de peso ya que conforme el alimento pierde agua el peso de este descenderá.
Por otro lado, la pérdida de agua también se debe a la velocidad de agitación, la cual reduce resistencia a la transferencia de masa entre la superficie de los cubos y la solución osmótica (Mundada, Hathan, & Maske, 2010). La cinética de PP% en la Figura 1 muestra que a alta velocidad de agitación se percibe una mayor pérdida de peso, sin embargo, la velocidad de agitación alta y la temperatura alta no influyen de manera relevante, tal como se observa en el tratamiento de 26 °C y 80 rpm en comparación con el tratamiento de 46°C y 80 rpm. Según indican Amami et al., (2014) las tasas de deshidratación osmótica se incrementan con la velocidad de agitación a causa de la reducción de la resistencia externa contra la remoción de agua, es decir que, si la velocidad de agitación es baja, la PP% y PA% serán menores. En esta investigación se aplicaron velocidades de agitación menores, provocando una remoción lenta y por consiguiente no significativa. En las Figuras 1, 2 y 3 se muestra que al iniciar el proceso hay una rápida pérdida de peso, pérdida de agua y ganancia de sólidos, posteriormente se ralentizan estos procesos, según Hawkes y Flink (1978) se explica que con el paso del tiempo podría formarse una capa subsuperficial con alto contenido de sólidos en la capa celular externa de la muestra que interfiere con el gradiente de concentración a través de la interface producto-solución, y que actuó como una barrera contra la eliminación de agua y la absorción de sólidos.
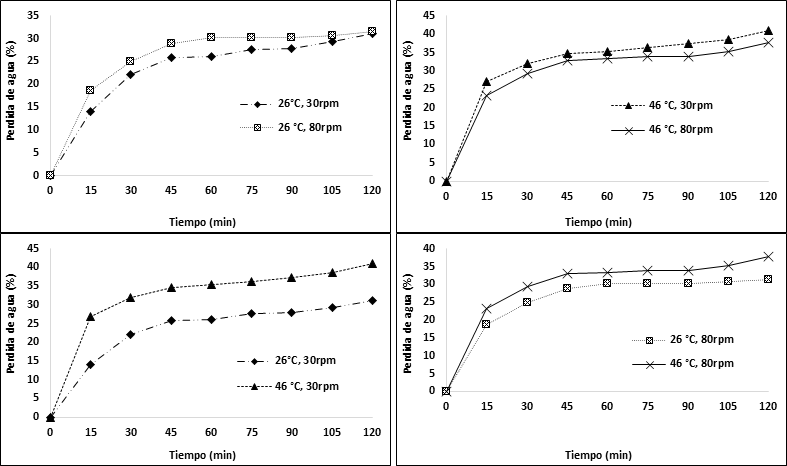
Cinética de pérdida de agua (PA %)
En la Tabla 3 se observa que hay mayor pérdida de agua al aumentar la temperatura, como que en el tratamiento a 46 °C y 30 rpm se tuvo mayor pérdida de agua (41.04%) y el tratamiento de 26 °C y 30 rpm presentó menor pérdida de agua (31.05%). Según Ferrari y Hubinger (2008) el aumento de temperatura produce mayor pérdida de agua, debido a que ocurren cambios en la permeabilidad de la membrana celular del alimento, además provocan hinchazón y plasticidad de las membranas celulares, y la reducción de la viscosidad de la SO, favoreciendo así una mayor transferencia de agua por medio de la superficie del producto y a través de su interior. Por otro lado, Jain (2016) menciona que las concentraciones de azúcar viscosas (mayores a 50%) provocan la flotación de los trozos de alimentos, permitiendo que la mayor parte del soluto se acumule como una capa fina de resistencia en el alimento, así dificulta la transferencia de masa y difusión. Phisut (2012) indica que la agitación es fundamental, ya que genera un flujo turbulento, lo que ayuda a disipar esta capa de resistencia. También, cuando el alimento se sumerge en la solución ocurre el fenómeno de la dilución. Sin embargo, en esta investigación la velocidad de agitación no fue significativa; explican Ayala-Aponte y Giraldo-Cuartas, (2009) que es por las velocidades bajas, ya que el estudio de Amami et al. (2014) aplicó altas velocidades de agitación (250 - 1500 rpm) que resultaron significativas.
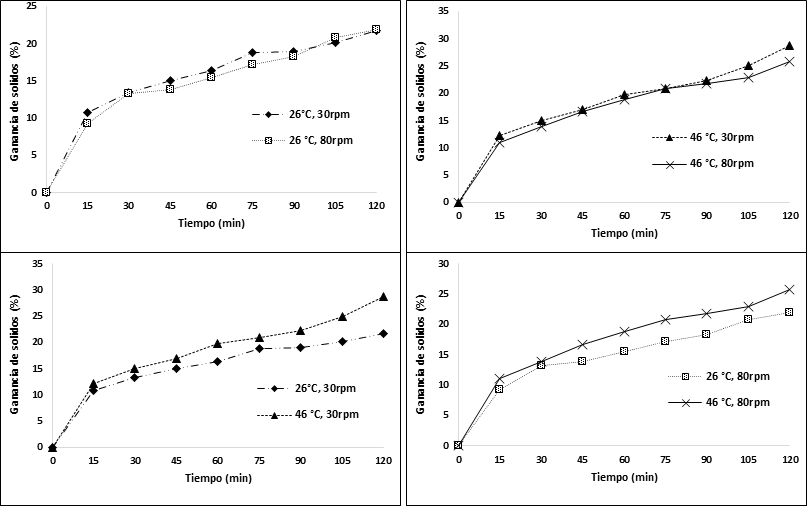
Cinética de Ganancia de sólidos (GS%)
Tal como se observa en la Tabla 3, el tratamiento de 46°C a 30 rpm tuvo una mayor ganancia de sólidos (28.72%) mientras que el tratamiento de 36 °C y 50 rpm tuvo menor ganancia (21.53%); ello muestra que a temperaturas altas, mayor ganancia de sólidos. Pereira de Siqueira et al. (2019) menciona que las altas temperaturas influyen significativamente en la ganancia de sólidos (45.3%) a temperatura de 46 °C, asimismo mencionan que valores bajos de GS % están relacionados con temperaturas bajas, tiempo de inmersión, concentración y velocidad de agitación, explicando la diferencia en los resultados obtenidos; además su tiempo fue mayor (210 min). Silva et al., (2014) mencionan que la GS% tiene tendencia a incrementar con la temperatura del deshidratado, pero las temperaturas altas producen mayores cambios estructurales en el producto final, por lo que la velocidad de agitación es indispensable; sin embargo, en esta investigación la agitación no influyó por los niveles bajos empleados. Amami, et al., (2014) y Tonon, et al., (2007) indican que velocidades altas de agitación provocan mayor turbulencia y por consiguiente se obtiene mayor GS%. Los resultados de ANOVA (p ≤ 0,05), mostraron que fueron significativas la temperatura y la interacción de ambas variables para pérdida de peso y pérdida de agua, pero para la ganancia de sólidos solo la temperatura fue significativa.
Difusividad (De)
La Tabla 3 muestra que el tratamiento de 26 °C a 30 rpm tuvo mayor difusividad (5,20 x 10-410-4) y el de 46°C a 30 rpm menor difusividad (5,95 x 10-6. García & Medina (2019) señalan que la difusividad es influida por el tamaño y agente osmótico de bajo peso molecula,r ya que penetra más fácilmente en el alimento que los de alto peso molecular. Oscco (2018) indica que, a menor temperatura y mayor concentración existe mayor difusividad, ya que ésta depende de la concentración y no de la temperatura. Amami et al. (2014) indicó que a velocidades de agitación altas (250 - 1500 rpm) mayor gradiente de presión osmótica, lo que explica los resultados obtenidos porque la temperatura fue menor y la concentración fue estándar (60%) para todos los tratamientos.
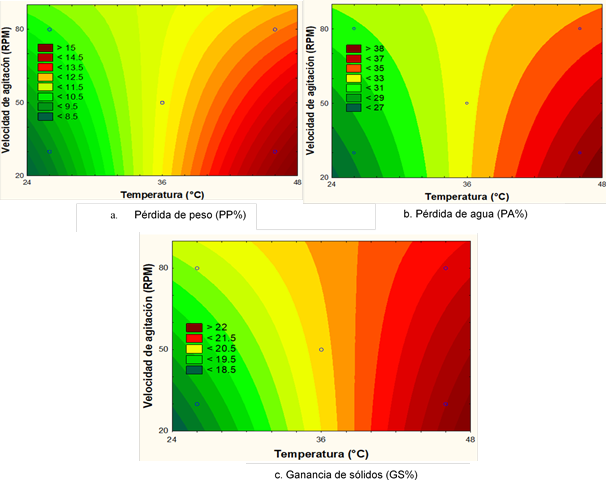
Figura 4 Gráfico de contorno: a) % Pérdida de agua (PP), b) % Pérdida de peso (PA), c) % Ganancia de sólidos (GS) del deshidratado osmótico (DO) de jengibre a 75min.
La Figura 4 muestra una respuesta positiva a temperaturas altas, ya que a temperatura 46°C y 30rpm se encontraron variables de respuesta significativas; esto se repite para PA%, PP% y GS%, sin bien, la velocidad de agitación no influyó en la respuesta, por ello se recomienda aplicar altas velocidades de agitación (mayores a 80 rpm).
Conclusión
Los valores de pérdida de peso, pérdida de agua y ganancia de sólidos en la deshidratación osmótica de jengibre son favorecidos con la aplicación de altas temperaturas, lo cual se corroboró con los resultados obtenidos al tratamiento de 46 °C y 30 rpm. La velocidad de agitación en el deshidratado osmótico no fue significativa debido a que se aplicaron niveles de agitación bajos (30, 50 y 80 rpm).

