











 Español (pdf)
Español (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por email Citado por SciELO
Citado por SciELO  Similares en
SciELO
Similares en
SciELO  uBio
uBio 
 Permalink
Permalink
Introducción
Denominada como la madre de los cereales (Ayaşan, 2020), la quinua (Chenopodium quinoa) es uno de los principales granos de especie domesticada oriunda de los Andes altiplánicos y valles alto-andinos, son cultivadas desde el Perú prehispánico (Fairlie, 2016; Rojas et al., 2011) con una semilla redondeada de 1,5-4 mm (Alandia et al., 2020). Estas culturas conservaron los diversos tipos de quinua para su aprovechamiento, siendo la región andina, específicamente las orillas del lago Titicaca, las que muestran mayor diversidad genética (Fairlie, 2016; Melorose, J., Perroy, R., y Careas, 2016). Según la Organización Mundial de la Salud (OMS) y la Organización de las Naciones Unidas para la Alimentación y la Agricultura (FAO), la quinua está catalogada como un superalimento ideal para el ser humano por su alto contenido de proteínas y nutrientes (Fairlie, 2016; Melorose, J., Perroy, R., y Careas, 2016; Navruz-Varli y Sanlier, 2016).
Del suelo de los Andes brotan unas 182 especies de plantas domesticadas nativas, de las cuales 174 son de origen andino como la papa, maíz, oyuco, oca, quinua, entre otras valiosas plantas (Escobar-Mamani y Pulido, 2021). En la zona circunlacustre, el sistema de producción es en aynokas o pequeñas parcelas, y parcelas individuales colindantes a las unidades productivas; están ubicadas en la zona sur de Puno (Fairlie, 2016). Los granos andinos como quinua, cañiwa y kiwicha tienen un alto contenido de proteína en comparación con los cereales (Espinoza, 2017), justificándose la necesidad de crear condiciones productivas capaces de vislumbrar rentabilidad y beneficio en el mediano y largo plazo, de tal forma que se favorezcan otras actividades articuladas con la cadena productiva de la quinua, y entrelazarse bajo mecanismos de acción conjunta (Guzmán, 2013).
En la región Puno, la producción de quinua presenta cualidades con mayor porcentaje de proteínas, por ejemplo, la quinua de color blanco son las más promocionadas y por consiguiente las más demandadas por el consumidor local y el consumidor externo en comparación a las quinuas de diferente color (Fairlie, 2016). La cosecha de quinua en la mayoría de los casos no siempre presenta un color homogéneo (Inamdar y Suresh, 2014; Sujitha y Augustia, 2020); por consiguiente, para poder obtener una alta calidad de los granos de quinua, es necesario someterlos a procesos de clasificación por color, considerando que la clasificación manual convencional en grandes volúmenes es un gran desafío incluso para el personal capacitado generando errores visuales y requiriendo mucho tiempo en su clasificación.
A nivel académico, numerosos proyectos de investigación y desarrollo tecnológico relacionados a los diseños de máquinas clasificadoras para diversos tipos de granos y cereales como son: máquinas clasificadores de granos por visión artificial (Rosas-Echevarría et al., 2019), clasificador de arroz por vibración (Camacho et al., 2007), seleccionadoras de quinua controladas por PLC (Jarata, 2018), clasificadora de grano de alta velocidad por color y textura superficial (Pearson, 2010) y clasificador de color de alta velocidad para granos de trigo rojo y blanco (Pasikatan y Dowell, 2003).
Actualmente, en algunas empresas, las máquinas clasificadoras de quinua son adaptadas de máquinas clasificadoras de otros cereales, cuyo funcionamiento ayuda a la clasificación de quinua, pero no garantiza la eficiencia deseada. En función de lo anterior, se propuso diseñar y construir un prototipo de máquina que clasifique los granos de quinua según el color deseado usando sensores infrarrojos, realizado en la ciudad de Puno, con el aporte en ciencia y tecnología de los alimentos (Escobar-Mamani et al., 2020) orientadas hacia la interacción entre los seres humanos y el medioambiente en las regiones de montaña de los países andinos.
Materiales y métodos
A continuación, se describe el diseño y la construcción de una máquina que clasifica la quinua según el color deseado. Para una mejor explicación, el diseño fue dividido en tres bloques principales los cuales fueron: el diseño de la estructura mecánica, el sistema de control electrónico, y control de funcionamiento mecánico, de modo que cada uno de estas secciones fueron desarrolladas simultáneamente. A continuación, se detalla cada sección.
Diseño de la estructura mecánica
En la Figura 1 se observa el diseño del esquema mecánico de la máquina clasificadora de quinua, que fue construido con materiales de acero por su alta resistencia a la corrosión (Gana et al., 2017).
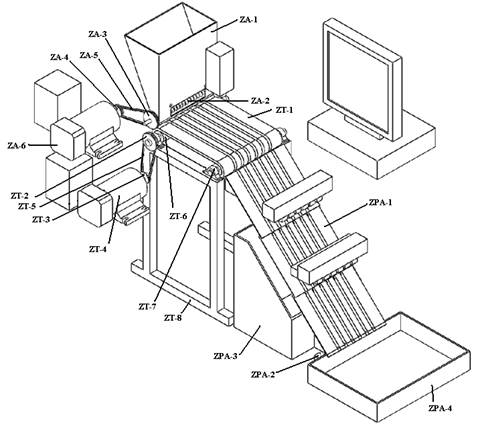
La máquina clasificadora comprende tres zonas importantes que son: zona de alimentación, zona de transporte y finalmente una zona de proceso y almacenamiento.
a) Zona de alimentación. En esta zona, inicialmente la quinua fue almacenada y a través del dosificador, fueron distribuidas de forma unitaria hacia la faja transportadora. Según se puede observar en la Figura 1, esta zona está compuesta por una tolva (ZA-1) similar a un embudo de gran tamaño, de una rueda dosificadora para extraer de la tolva los granos de quinua y una polea (ZA-3). En la salida inferior de la tolva se ubicaron 24 ruedas dosificadoras (ZA-2) cada uno distanciados en 40 mm, a fin de distribuir la quinua de forma unitaria a la faja transportadora. Finalmente forman parte de la tolva la polea motora (ZA-4) con una correa de transmisión (ZA-5) acoplado al eje del motor (ZA-6).
b) Zona de transporte. En la zona de transporte se ubica la faja transportadora (ZT-1) compuesta por una banda continua con ranuras, desplazándose entre el tambor (ZT-6) y la chumacera (ZT-7). Además, se encuentra un motor (ZT-4) conjuntamente con las poleas (ZT-2 y ZT-3) y una correa de transmisión (ZT-5) que convierten la energía eléctrica en energía mecánica proporcionando así el movimiento a la faja transportadora, y finalmente, se tiene una estructura de soporte (ZT-8).
c) Zona de proceso y almacenamiento. En esta zona la quinua es clasificada según el color deseado. Primeramente, la quinua pasa a través de una rampa plegada con agujeros en el final de los canales (ZPA-1). Posteriormente los granos de quinua son clasificados de acuerdo al color deseado (quinuas de color amarilla o ploma), pasan por las demás rampas plegadas hasta llegar al recipiente final (ZPA-4). Los granos de color diferente a los mencionados anteriormente son expulsados a un recipiente (ZPA-3). Las tres rampas son ajustables entre las uniones a través de un tornillo de ajuste angular (ZPA-2).
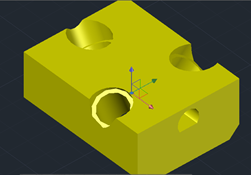
En la rampa plegada (ZPA-1), los sensores IR (Infra Red) se acoplaron en un portasensor elaborado en una impresora 3D, diseñado en AutoCAD, de material filamento ácido poliláctico (PLA), con una precisión del 90 % (García-Martínez, 2017), de forma cuadrangular para tres sensores (Figura 2). El filamento utilizado fue de color negro, favoreciendo la eliminación de los reflejos de luz que interfieren en la base de los sensores.
Sistema de control electrónico
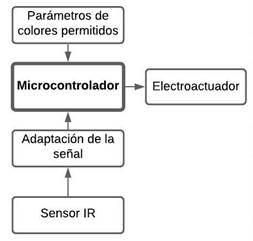
El esquema del sistema de control propuesto para la máquina clasificadora de quinua se muestra en la Figura 3. Dentro del sistema de control encontramos al microcontrolador PIC18F4550 de MICROCHIP® (Microchip, 2009) como el coordinador de todos los demás subsistemas. Este microcontrolador PIC fue seleccionado para esta aplicación debido a su desempeño computacional, su memoria flash mejorada, su robustez y su precio accesible al usuario (Kazan et al., 2015). La función principal del microcontrolador fue de controlar los electroactuadores a través de los puertos de salida del microcontrolador PIC, según los datos de entrada obtenidos por los sensores IR y los parámetros de colores permitidos.
En la zona de proceso y almacenamiento del esquema mecánico de la máquina clasificadora de quinua encontramos el bloque de sensor IR, compuesto por 24 sensores infrarrojos, elegidos por sus características de sensado a corta distancia, son fáciles de conectar, su precio es accesible y están disponibles en el mercado. El sensor IR usa la luz infrarroja para medir la radiación electromagnética infrarroja de los cuerpos en su campo de visión. Sin embargo, estos sensores infrarrojos se perturban por el ruido del entorno, como las radiaciones, la luz ambiental, entre otros (Naranjo et al., 2009; Arnadillo, 2016).
Los sensores infrarrojos se basan en la combinación de un LED (Light Emitting Diodes) infrarrojo como emisor y un fototransistor como receptor. Los rayos infrarrojos emitidos por el LED infrarrojo son reflejados por la quinua que se encuentran en línea vista frente al emisor, con un ángulo de reflexión agudo que va disminuyendo a medida que la quinua se va alejando del sensor y finalmente son captados por el fototransistor que mide la radiación proveniente del reflejo de la luz a través de la quinua emitida por el LED infrarrojo.
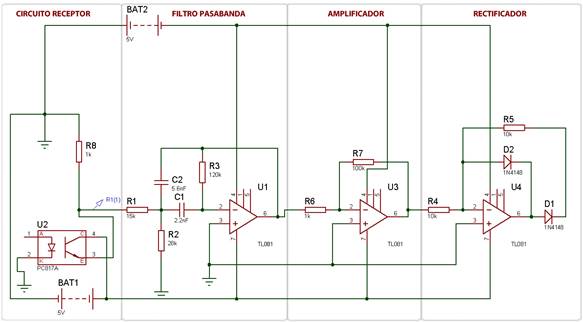
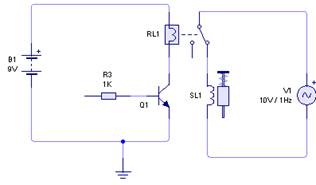
Después de recoger la información de luz reflejada por el fototransistor infrarrojo en forma de señal, en seguida esta señal es filtrada por un filtro pasabanda, luego pasa por el amplificador inversor y finalmente por un rectificador de media onda, así como muestra la Figura 4.
Para determinar el tipo de quinua, fue necesario definir un rango de valores según el reflejo del tipo de quinua utilizado, que se muestra en la Tabla 1. Estos valores son almacenados en la memoria EEPROM del microcontrolador PIC.
Tabla 1 Parámetros de clasificación de quinua
| N° | Rango de lectura del ADC en decimales | Sin quinua | Quinua negra | Quinua ploma | Quinua amarilla |
|---|---|---|---|---|---|
| 1 | 0 - 9 | X | |||
| 2 | 10 - 40 | X | |||
| 3 | 41 - 80 | X | |||
| 4 | 81 - 255 | X |
El microcontrolador PIC18F4550 fue programado para convertir la señal obtenida de los sensores IR a través del puerto de entrada ADC, para controlar los electroactuadores así como observamos el esquema del accionamiento del electroactuador de la Figura 5. La decisión de abrir o cerrar la compuerta de electroactuador depende de los parámetros considerados en la Tabla 1, según el tipo de quinua deseada (Jihuallanca, 2015).
Control de funcionamiento mecánico
Según lo descrito en la estructura del diseño mecánico, en la zona de alimentación y la zona de transporte se utilizaron motores para cada zona, cada motor está acoplado a su eje por una polea y su correa de transmisión. El funcionamiento de estos motores es de manera electrónica, y los ajustes de velocidad de dosificación y velocidad de faja se realiza mediante un variador de frecuencia, el cual controla las revoluciones de los motores trifásicos del motor reductor, que acciona el dosificador y el motor reductor que acciona la faja transportadora, hasta alcanzar el óptimo y diseñar el sistema de transmisión directa. El encendido y apagado de los motores está controlado por contactores y pulsadores.
Resultados
Prototipo de la máquina
En la Figura 6 observamos el resultado del ensamblado en su etapa final del prototipo de la máquina clasificadora de quinua por color, usando materiales de acero en la estructura mecánica. El prototipo comprende tres zonas, los cuales son, zona de alimentación de quinua, zona de transporte de quinua y zona de procesamiento o clasificación de quinua. El sistema de control electrónico es la encargada de controlar la clasificación de los granos de quinua realizado a través de los 24 sensores IR y el microcontrolador PIC, situados en la zona de proceso o clasificación de quinua del prototipo.

Clasificador de grano de quinua usando sensor IR
Para detectar el color de los granos de quinua, se desplazan por ranuras desde el dosificador (ZA-3) a la faja transportadora (ZT-1), pasando por la sección donde se encuentra los 24 sensores IR que detectan el color según la Tabla 1 (ZPA-1). En esta etapa (ZPA-1) el sensor IR realiza lecturas de radiación desde la aparición del grano de quinua hasta su alejamiento.
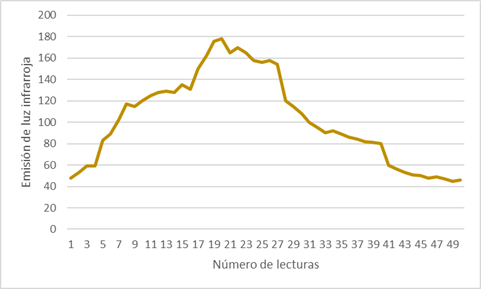
Se realizó cincuenta lecturas con respecto a la emisión de luz infrarroja para cada grano de quinua de color amarilla; para la detección, al inicio de la lectura la emisión de luz es menor, cuando el grano de quinua va desplazándose y pasa por el sensor IR en forma vertical, se observa que la emisión de luz es más alta, los valores leídos también son altos, y cuando el grano de quinua se aleja del sensor la emisión de luz infrarroja disminuye, hasta que el grano pase totalmente a la vista de los sensores, tal como se observa en la Figura 7, teniendo como promedio 102,80 y según el rango de lectura del ADC en decimales de la Tabla 1 corresponde a quinua amarilla.
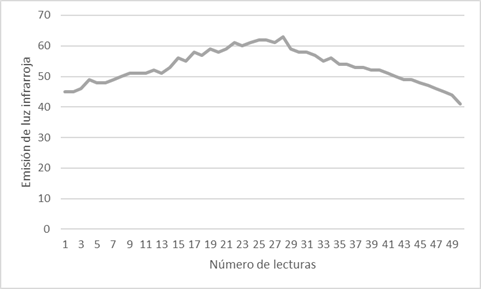
Para el tipo de quinua de color ploma también se realizó cincuenta lecturas con respecto a la emisión de luz infrarroja, de forma análoga a quinua de color amarilla, teniendo como promedio 53,04 y según el rango de lectura del ADC en decimales de la Tabla 1 corresponde a quinua ploma, tal como se observa en la Figura 8.
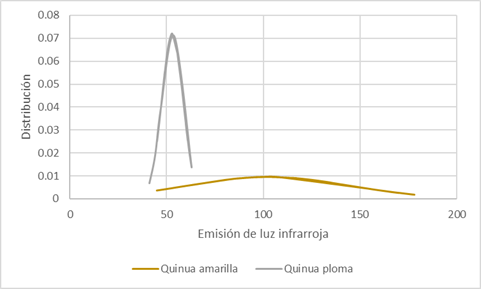
En la función de distribución para las lecturas de los colores detectados que son la quinua amarilla y quinua ploma (Figura 9). La función de distribución de la quinua ploma presenta una varianza menor con una media mayor, esta curva de la función de distribución tiene mayor precisión para la detección del color plomo. La función de distribución de la quinua amarilla presenta una varianza mayor con una media menor, esta curva de la función de distribución tiene un nivel aceptable para detectar el color amarillo.
Discusión
El objetivo de la presente investigación fue diseñar y construir un prototipo de máquina que clasifique los granos de quinua según el color deseado usando sensores infrarrojos, para elaborar productos de calidad, pues la agroindustria requiere de materia prima de calidad, es decir, un producto estandarizado con uno de los atributos que es el color, así como inocuo, libre de impurezas de origen orgánico e inorgánico (Fairlie, 2016); por lo cual, para alcanzar y cumplir estos parámetros, la materia prima debe pasar necesariamente por una etapa de procesado industrial. El prototipo diseñado muestra resultados bastante significativos en cuanto a la selección de color uniforme, así como, se realizaron numerosas modificaciones en cuanto al diseño para obtener el mejor rendimiento, en cuanto a velocidad, cantidad de quinuas clasificadas y la homogeneidad de quinua obtenida.
En la actualidad existen diversos tipos de clasificadores de productos tales como para el arroz (Camacho et al., 2007), para el café u otros cereales (Pearson, 2010), con la desventaja de que los granos de la quinua son esencialmente más pequeños que los granos mencionados, por lo que su clasificación se hace muy difícil utilizando la adaptación de máquinas clasificadoras de otros cereales, asimismo la eficiencia de la clasificación de estos granos andinos con las máquinas clasificadoras de otros cereales adaptadas es muy baja, por lo que tienen que realizar varias veces el proceso de clasificado y no es el adecuado.
Fueron realizados ajustes en el dosificador o selector de granos de quinua. Ajustes como la velocidad de rotación del dosificador en las pruebas iniciales se estableció a 30 rpm (revoluciones por minuto), luego la velocidad a 50 rpm, 80 rpm y finalmente se aumentó las revoluciones del motor con el valor de 100 rpm. Con los ajustes se consiguió mayor velocidad de procesamiento de granos de quinua, sin embargo, debido al tipo de microcontrolador utilizado, la velocidad de procesamiento no se pudo ajustar a mayores revoluciones por minuto.
Se realizó ajustes en la longitud de la faja transportadora, inicialmente las medidas dispuestas de la faja transportadora no cumplieron con las expectativas, por lo que, se ajustó a 75 cm de largo y 60 cm de ancho teniendo 24 hileras, que permitió el transporte de mayor cantidad de quinua.
Se realizó el ajuste de los ángulos de elevación (Wan et al., 2002) en los canales o hileras. La primera prueba fue de 30 grados de elevación respecto al eje horizontal, en la segunda prueba de 45 grados respecto al eje horizontal y en la tercera prueba de 25 grados respecto al eje horizontal, llegando a un ajuste final de un ángulo óptimo para la lectura de los granos de quinua de 22 grados. Por tanto, a mayores velocidades de caída de los granos de quinua se tiene mayor cantidad de granos de quinua procesadas, sin embargo, a mayor ángulo de inclinación de las hileras o carriles, se presentan los efectos de rebote de los granos de quinua por su forma ovalada, es así que se consiguió alcanzar a la meta de 5 kg por hora.
El proceso de clasificación que se presenta en este trabajo es para el tipo de quinua amarilla y quinua ploma, sin embargo, es posible configurar otros tipos de colores en el sistema de control electrónico para que realice la clasificación, obteniendo el almacenamiento de quinuas homogéneas de un mismo tipo de color.
Conclusiones
Se diseñó y construyó un prototipo de máquina que clasifica los granos de quinua según el color deseado usando sensores infrarrojos. El diseño mecánico de la máquina clasificadora de quinua fue construido con materiales de acero y algunas piezas con filamento PLA fabricadas con impresora 3D. Los sensores infrarrojos usados son la combinación de un LED infrarrojo como emisor, y un fototransistor como receptor jugando un papel importante en la clasificación de la quinua, entre la quinua amarilla y la quinua ploma. La máquina clasificadora fue construida para clasificar 5kg de quinua por hora de un determinado tipo de quinua.
Para futuros trabajos proponemos que la máquina clasificadora de quinua sea implementada usando redes neuronales para una mejor detección y clasificación del tipo de color de la quinua deseada.

